Choosing the right laser for brazing is a critical decision. A wrong choice can lead to poor quality, high costs, and production delays, hurting your bottom line and reputation.
For automotive brazing, diode lasers are an important and often preferred choice1 due to their unique beam shape and high efficiency. Their rectangular, uniform "flat-top" beam delivers heat evenly. This creates smooth, high-quality seams with less distortion and spatter, leading to lower operational costs and better results.
I get questions about this all the time from engineers in the automotive industry. They are often comparing different laser types, and the details can get confusing. Everyone wants the best quality at the lowest cost, but the path to get there isn't always obvious. Before we dive into why diode lasers are such a great fit, it's important to be clear on what laser brazing actually is. Understanding the process is the first step to choosing the right tool for the job.
What Is Laser Brazing and How Does It Differ from Laser Welding?
People often use the terms "welding" and "brazing" as if they are the same thing. This confusion can lead to choosing the wrong process for your application, resulting in weak joints.
Laser brazing joins materials by simultaneously heating both the base material and filler wire with a laser. The base material reaches brazing temperature (approaching but below its melting point) while the filler wire completely melts and wets the base material surface. Laser welding, on the other hand, melts and fuses the base metals themselves. Brazing operates at lower temperatures, reducing distortion and protecting material coatings like zinc.

The key difference comes down to the melting point and metallurgical process. In brazing, the laser's energy simultaneously heats the base material and a filler wire, like a copper-silicon (CuSi) alloy. The base material must reach the proper brazing temperature range to ensure good wetting and metallurgical bonding, while the filler wire melts completely at a temperature lower than the steel body panels of the car. The molten filler flows into the gap between the panels and creates a strong metallurgical bond through diffusion. In welding, the laser power is much higher, and it melts the edges of the steel panels themselves, fusing them into a single piece. A customer once asked me if he could just weld a galvanized steel roof. I explained that welding would vaporize the protective zinc coating. This creates porosity and weak joints that will corrode quickly. Brazing is the solution because its lower heat input preserves that crucial coating.
For automotive applications, typical laser brazing parameters include:
- Laser Power: 2-8 kW depending on material thickness
- Longueur d'onde: 808-980 nm for diode lasers
- Travel Speed: 1-6 m/min
- Wire Feed Rate: 2-10 m/min
Here is a simple breakdown:
| Fonctionnalité | Laser Brazing | Laser Welding |
|---|---|---|
| Base Metal | Heated to brazing temperature | Is melted and fused |
| Process Temp | Inférieur | Plus haut |
| Filler Wire | Always required | Optional |
| Distortion | Minimal | Higher potential |
| Best For | Thin, coated, or dissimilar metals | Strong structural joints |
Why Do Visible-Quality Seams in Automotive Roof Brazing Demand a Laser?
Car roofs have visible seams that customers see every day. Traditional joining methods often leave messy, uneven joints that require a lot of expensive and time-consuming manual rework to look good.
Lasers are demanded for visible roof seams because they provide precise, controlled heat. This results in a smooth, uniform brazing bead that requires little to no post-processing. Unlike older methods, laser brazing produces a "Class-A" finish straight off the line2, which is essential for modern car aesthetics.

In the automotive world, a "Class-A" surface is any surface the customer can see and touch. It has to be perfect. The joint between a car's roof and its side panels, often called the "ditch," is a prime example. Pendant des années, manufacturers used methods like MIG brazing for this. The problem is that MIG brazing is spattery and creates a lumpy, uneven bead3. To make it look good, workers have to manually grind it down, fill it, and sand it smooth before painting. This is a slow, costly, and inconsistent process. Laser brazing changed everything. As a non-contact process, the heat is focused exactly where it's needed to melt the filler wire cleanly. This creates a beautifully smooth and consistent fillet. The result is a joint that looks like a deliberate design feature, not a manufacturing byproduct that was fixed later. I remember seeing a comparison at a trade show years ago. On one side was a MIG-brazed seam, and on the other, a laser-brazed seam. The difference was stunning. The laser seam was so clean you could paint it immediately.
How Do You Select the Right Filler Wire and Feed Rate for Laser Brazing?
You have a perfect laser setup, but your brazed seam is still inconsistent or failing inspection. The problem might not be the laser at all; it could be your filler wire or feed rate.
You must select a filler wire, like CuSi3, with a melting point lower than your base metals. The wire diameter should match the joint gap. The wire feed rate must be synchronized with the laser's travel speed and power to ensure consistent melting and a properly formed bead.

Process engineers often call us asking for advice on laser power when they see a defect. But nine times out of ten, the root cause is a mismatch in the other process parameters. Before we even talk about the laser, I always ask them: "What's your wire, what's your travel speed, and what's your feed rate?" Getting this triangle of parameters right is most of the battle. The most common filler wire for brazing galvanized steel is a copper-silicon alloy like CuSi3. It flows well, has good strength, and resists corrosion. The wire feed rate is a delicate balance with the laser power and the robot's travel speed. If you feed the wire too fast for the speed you're moving, the bead will get lumpy. If you feed it too slow, you won't fill the joint properly.
Here are some common problems we hear about and their likely causes:
- Humping (uneven, rope-like bead):4 The wire feed rate is likely too high for the travel speed, or the heat input is too low.
- Undercut (a groove at the edge of the seam): The laser power might be too high, or the travel speed is too fast, causing the edge of the joint to melt slightly.
- Lack of Fusion: The wire feed rate could be too low, laser power is insufficient, or the laser isn't aimed correctly on the joint.
How Does a Diode Laser's Flat-Top Beam Reduce Distortion During Brazing?
Heat from any joining process can warp thin automotive panels. This distortion is a major quality issue that is very difficult to control, often leading to scrapped parts and production stops.
A diode laser naturally produces a rectangular, "flat-top" beam with uniform energy across its profile. Unlike the hot-centered Gaussian beam of other lasers, this even heating melts the filler wire smoothly while maintaining proper brazing temperature across the base material. This reduces localized thermal stress and significantly minimizes panel distortion and warping.
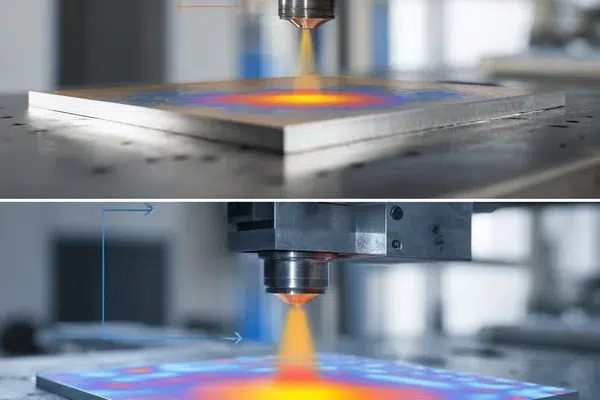
This is one of the most important points that automotive engineers need to understand. Many are trained to chase the highest beam quality (a low M² value), which is characteristic of fiber or disk lasers. For laser cutting, where you want to concentrate all the energy into a tiny point, that's perfect. But for brazing, it is often the wrong approach. A Gaussian beam is like a sharp cone of energy. It creates an intensely hot spot in the center of the beam. This localized heat causes the metal to expand and contract rapidly and unevenly, which is what causes warping. A diode laser beam is different. It naturally has a rectangular shape and a uniform "flat-top" power distribution. Think of it like ironing a shirt with a flat iron versus poking it with a hot soldering iron. The flat iron provides even, gentle heat over a wider area for a smooth result. The soldering iron would just burn a hole. The diode laser's beam shape is ideal for brazing because it distributes the energy evenly across the seam, ensuring both the base material reaches proper brazing temperature and the filler wire melts uniformly without overheating the surrounding metal.
What are the ROI and Quality Benefits of Replacing MIG Brazing with a Diode Laser?
Your old MIG brazing line is slow, messy, and needs costly manual rework. It creates a bottleneck in your production line and hurts your profitability every single day you use it.
Replacing MIG with a diode laser gives a strong Return on Investment (ROI) through higher quality and efficiency. It eliminates spatter and post-braze grinding, reduces scrap, and increases throughput. Lower energy consumption and reduced maintenance also provide significant long-term cost savings.
When we talk to procurement managers, the conversation always comes around to the Total Cost of Ownership (Coût total de possession). The initial investment in a laser system is just one part of the equation. A diode laser provides savings in multiple areas. First, the quality is night and day. You get a "Class-A" finish directly from the robot, which eliminates the labor costs associated with grinding, filling, and sanding. Second, diode lasers are incredibly efficient. Their wall-plug efficiency can be over 50%5, meaning more of the electricity you pay for is converted into useful laser light. For a factory running three shifts, lower electricity bills add up to real money every year. Finally, they are robust. A diode laser is a solid-state device with a simple architecture, meaning less maintenance and more uptime compared to more complex systems.
Here is how they stack up:
| Facteur | MIG Brazing | Diode Laser Brazing |
|---|---|---|
| Seam Quality | Uneven, heavy spatter | Lisse, clean, "Class-A" |
| Rework Needed | Oui (grinding, filling, sanding) | Minimal to none |
| Débit | Inférieur | Plus haut |
| Consommation d'énergie | Modéré | Inférieur |
| Distortion | Higher risk | Minimal risk |
| Automation | Possible but inconsistent | Simple and highly repeatable |
Conclusion
For automotive brazing, diode lasers deliver superior seams and a lower total cost of ownership. Their unique beam profile and high efficiency make them a smart, reliable choice for modern manufacturing alongside other advanced laser technologies like fiber lasers.
"Diode Laser vs Fiber Laser: Which One Should You Choose?", https://us.laserpecker.net/blogs/knowledge-base/diode-laser-vs-fiber-laser?srsltid=AfmBOors1dxUga3Wn1ordNxn5DLj_io_HoaWkXSKvXF07UBZCIcJOXeE. A technical paper or industry review can provide evidence for the widespread adoption and technical advantages of diode lasers in automotive brazing, comparing them with other laser types like fiber or disk lasers. Evidence role: general_support; source type: paper. Supports: That diode lasers are a primary and often preferred technology for automotive brazing applications, particularly for body-in-white construction.. Scope note: The source may not declare diode lasers as the single "top choice" but rather as a leading option with specific advantages for certain applications. ↩
"Class A surface - Wikipedia", https://en.wikipedia.org/wiki/Class_A_surface. An automotive engineering or manufacturing resource can define a "Class-A" surface as any exterior panel that is visible to the customer, requiring a flawless finish, and can support the claim that laser brazing is used to create such surfaces with minimal rework. Evidence role: definition; source type: education. Supports: The definition of a "Class-A" surface in automotive design and manufacturing as a high-quality, visible surface that must be free of defects.. Scope note: The source may define "Class-A" but may not explicitly state that laser brazing always achieves it without any post-processing, as this can be process-dependent. ↩
"Laser Welding vs. Brazing – What's the Difference? - DENALIWELD", https://denaliweld.com/laser-welding-vs-brazing-whats-the-difference/. Comparative studies in welding journals show that the arc-based nature of MIG brazing can lead to higher levels of spatter and less controlled heat input compared to the focused energy of laser brazing, resulting in differences in final seam quality and the need for rework. Evidence role: case_reference; source type: paper. Supports: That MIG (Metal Inert Gas) brazing processes are more prone to producing spatter and less uniform bead profiles compared to laser brazing, often necessitating post-processing steps like grinding.. ↩
"Getting over the hump to improve fuel cell manufacturing", https://news.engr.psu.edu/2025/jingjing-li-laser-welding-avoids-humping.aspx. Welding and brazing literature defines the "humping" or "humble-bead" defect as a periodic, rope-like bead formation that occurs at high processing speeds and attributes it to instabilities in the molten pool flow dynamics. Evidence role: definition; source type: paper. Supports: The definition of the "humping" defect in welding and brazing and its correlation with process parameters such as high travel speed relative to heat input or wire feed rate.. ↩
"Energy Efficiency in CO2 Laser Processing of Hardox 400 Material", https://pmc.ncbi.nlm.nih.gov/articles/PMC9267818/. Technical reviews and research papers on industrial laser technology report that direct diode lasers exhibit the highest wall-plug efficiency among common high-power lasers (including CO2, disk, and fiber lasers), with values often exceeding 50%. Evidence role: statistic; source type: paper. Supports: That modern high-power direct diode lasers used for industrial applications have demonstrated wall-plug efficiencies in the range of 50% or higher.. Scope note: The exact efficiency can vary by manufacturer, longueur d'onde, and operating power, so the source may provide a range rather than a single value. ↩