Laser core diameter plays a crucial role in determining beam profile, energy density, and ultimately the quality, 능률, and stability of a laser weld.
Smaller cores generate higher power density and deeper penetration; larger cores produce wider welds with broader heat-affected zones.

If you’re evaluating laser welding systems, this article will help you understand how beam diameter influences absorption mechanisms, heat conduction, and process outcomes.
What Is the Principle Behind Laser Welding?
Laser welding is fundamentally driven by thermal transfer and material absorption.
Core diameter controls power density, which determines whether the process enters heat conduction welding or keyhole welding mode.
Thermal Behavior: Conduction vs. Keyhole Welding
Heat Conduction Welding1
-
Typical power density: 10^4 to 10^6 W/cm²
-
Energy absorbed at surface; heat spreads by conduction
-
얕은 침투, wide welds
-
Ideal for thin sheets or surface remelting
Keyhole Welding
-
Power density: >10^7 W/cm²
-
Laser beam creates a vaporized keyhole with multiple internal reflections
-
높은 흡수력, 깊은 침투, high aspect ratio
-
Suitable for high-speed welding or reflective materials
Power Density2 Formula
Power density = Laser Power / Focused Spot Area
-
Smaller core → smaller spot → higher power density
-
Higher density enables deeper and faster welds
How Do Different Core Sizes Impact Welding Results?
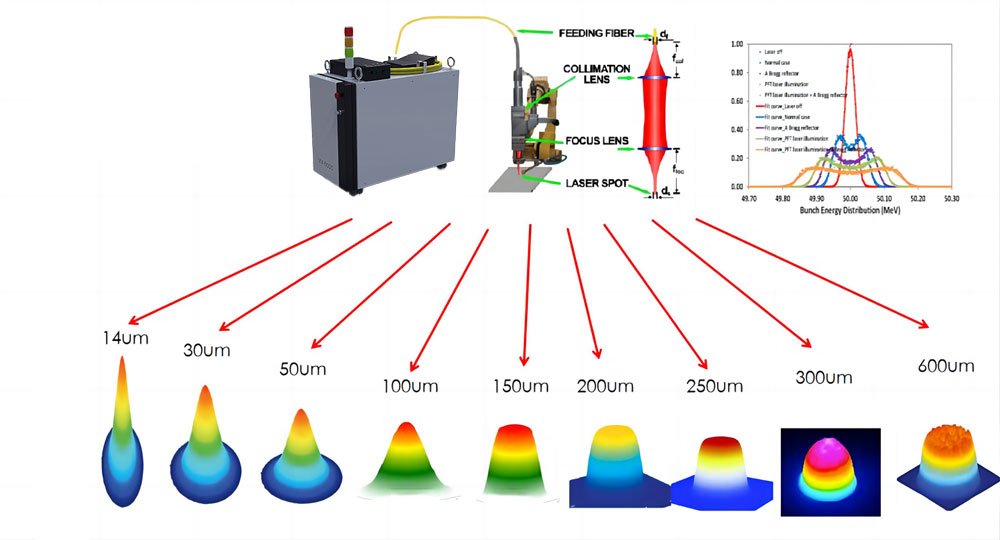
Laser beam diameter significantly alters energy concentration, heat dispersion, and metallurgical structures.
에이 14μm laser core3 delivers over 50× the power density of a 100μm core4, resulting in vastly different weld morphologies.
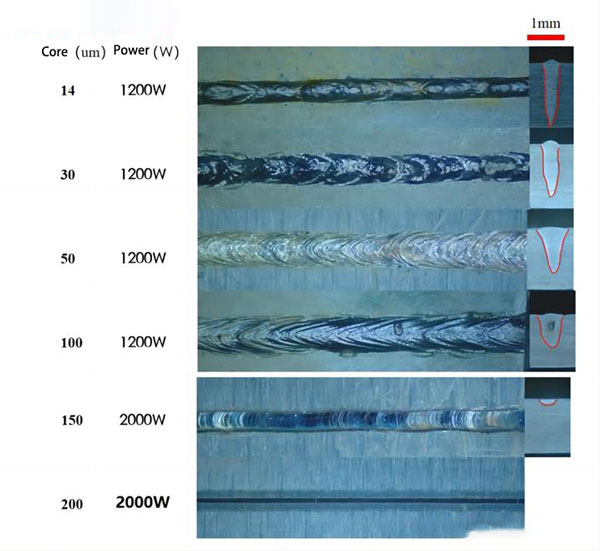
Microstructural Comparison: Which Core Cuts Deeper?
In tests using identical parameters (150 mm/s speed, focused position, 2mm aluminum), micrographs show:
Smaller cores create deeper welds but rougher surfaces; larger cores yield flatter seams but shallower penetration.
Observations:
-
Small-core lasers quickly generate keyholes in aluminum and copper
-
Large-core lasers require higher power to achieve similar depth
-
Small cores are ideal for fast welding; large cores for surface aesthetics
응용 프로그램 시나리오: Which Core for What Task?
Selecting the right core diameter depends on material reflectivity, process speed, and required depth.
Smaller cores are sharper and better for penetration; larger cores offer smoother surface treatment.
Typical Use Cases for Small Cores (≤100μm)
| 애플리케이션 | 재료 | Key Benefits |
|---|---|---|
| High-speed lap welding5 | 구리, nickel, SS | Fast keyhole welding, minimal HAZ |
| Medical laser pumping | Nd:야그, Nd:YVO₄ | Efficient coupling, compact structure |
| 정밀용접 | Thin steel sheets | Controlled molten pool, low distortion |
Typical Use Cases for Large Cores (>100μm)
| 애플리케이션 | Process Type | Key Benefits |
|---|---|---|
| Laser cladding6 | Surface modification | Wide spot, broad heating, higher throughput |
| Hybrid laser welding | Preheating + depth | Low spatter, 부드러운 용접 |
| Annealing/tempering | Heat treatment | Uniform beam profile, stable results |
결론
Choosing the right laser core diameter is critical for welding quality and process stability. Vivlaser offers semiconductor lasers with core diameters ranging from 50μm to 400μm, optimized for deep penetration, hybrid preheating, pumping, and surface processes.
For technical specifications or application-specific solutions, visit www.vivlasers.com or contact us at [email protected].
FAQ: Laser Core Diameter and Welding
1분기: What happens if I choose a core size that’s too small?
에이: You may get excessive penetration or instability in low-speed welding, especially with high-reflectivity materials. Proper cooling and speed adjustment are essential.
2분기: Is bigger always better for surface treatments?
에이: Not always. Larger cores help with wider coverage, but energy may be insufficient for deeper interaction unless power is scaled proportionally.
3분기: How do I determine the optimal core size for my application?
에이: Consider material type, required weld depth, desired speed, and cooling capacity. Vivlaser can assist with parameter selection and testing support.
4분기: Do you offer custom core diameters or fiber outputs?
에이: Absolutely. Vivlaser supports 50μm, 105μm, 200μm, 400μm and other custom diameters, along with adjustable NA and various coupling packages.
-
Exploring heat conduction welding can reveal its benefits for thin materials and surface remelting, enhancing your welding knowledge. ↩
-
Understanding power density is crucial for optimizing laser welding processes, ensuring effective and efficient welds. ↩
-
Exploring this link will provide insights into the benefits of using a 14μm laser core, enhancing your understanding of its impact on welding quality. ↩
-
This resource will help you understand the differences in welding outcomes when using a 100μm core, crucial for optimizing welding processes. ↩
-
Explore this link to understand how high-speed lap welding enhances efficiency and minimizes heat-affected zones. ↩
-
Discover the advantages of laser cladding for surface modification and its impact on manufacturing processes. ↩