Copper’s strength is its weakness — high conductivity and reflectivity make it notoriously difficult to weld with traditional infrared lasers.
Blue lasers absorb more than 10x better on copper than IR, enabling cleaner, more efficient welding with less energy, no spatter, and perfect seams.

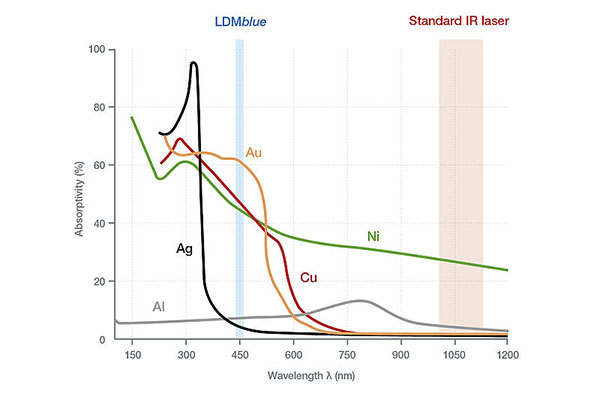
Copper is ideal for electricity but a problem for lasers. Its near-infrared reflectivity reaches up to 95%, which means most of the laser energy reflects rather than absorbs. Even worse, its high thermal conductivity draws heat away from the weld zone, making it hard to form a stable melt pool. This leads to defects like porosity, blowholes, and inconsistent penetration. In applications like EV battery tab welding or microelectronics, such inconsistencies are unacceptable. Traditional IR lasers often need excessive power and result in poor efficiency, increasing cost and complexity.
Why Copper Welding Has Always Been a Challenge?
Copper reflects most of the light it sees. For lasers, this is a disaster.
Infrared laser energy1 is largely reflected by copper, causing welding instability, energy waste, and material defects like spatter and porosity.
Why is infrared inefficient for copper?
| Wavelength | Absorption on Copper | Key Problem |
|---|---|---|
| 808 nm | ~4% | High reflectivity2 |
| 1064/1070 nm | ~5% | Weak absorption |
| 450 nm | ~45% | Strong absorption |
- Thermal conductivity of copper leads to quick heat dissipation.
- High reflectivity2 at IR wavelengths means most energy is wasted.
- Surface defects form easily: spatter, cracks, and irregular weld seams.
- Multi-pass welding is often needed, increasing cost and processing time.
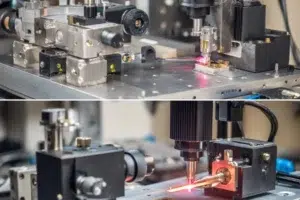
How Blue Lasers Interact Differently with Copper?
Blue lasers change everything. They don’t bounce — they burn.
At 450 nm3, copper absorbs over 40% of blue laser energy, enabling instant and efficient melting without energy waste.
Why blue lasers work better
- Shorter wavelength = stronger photon interaction
- Higher absorption = lower reflection and energy loss
- Better thermal control = precise, stable melt pool
| Wavelength | Typical Absorption on Copper |
|---|---|
| 1064 nm | 5% |
| 808 nm | 4% |
| 450 nm3 (Blue) | >45% |
This drastic jump in absorption means blue lasers deliver welding energy exactly where it’s needed, even at lower power levels. Less energy is wasted, less thermal stress is induced, and the resulting welds are cleaner and more repeatable — ideal for thin foils, multilayer electrodes, or dissimilar metal joints.
Key Advantages of Blue Laser Welding for Copper?
Blue lasers fix what IR lasers can’t.
They offer high energy efficiency, clean welds, and minimal spatter — even on delicate or reflective copper materials.

The benefits in detail
| Advantage | Description |
|---|---|
| 🔹 High Absorption | More energy enters copper, reducing power needs |
| 🔹 Stable Melt Pool | No spatter or blowholes |
| 🔹 Fine Seam | Narrow, clean, and repeatable |
| 🔹 Low Thermal Input | Less distortion and faster cycles |
| 🔹 Thin Copper & Stacked Welding | Perfect for electronics & battery cells |
Compared to IR, blue laser welding is not just better — it’s revolutionary. The ability to achieve strong, stable joints with less energy and no need for surface pretreatment opens entirely new application scenarios.
Real-World Applications in EVs and Electronics?
Blue lasers are no longer lab tools — they’re now industry workhorses.
From EV battery tabs to stator coils, blue lasers enable defect-free, high-precision welding in advanced electronics and transportation.

Where they shine
- 🚗 Battery tab welding (Cu/Al/Ni): No spatter, no shorts
- 🔋 Busbar to foil connections: Low heat-affected zones
- ⚙️ Motor stator coils: Clean joins, stable resistance
- 💻 High-frequency PCB packaging: Minimal thermal stress
Leading manufacturers like Trumpf, Laserline, Nuburu, and Vivlaser are driving this transformation with production-ready high-power blue laser systems. Vivlaser’s 400W+ blue diode modules are already enabling copper welding in battery and motor manufacturing.
Integration Trends: Hybrid and Multi-Wavelength Systems?
The future is not either/or — it’s both.
Hybrid welding systems combine blue (for surface melting) and IR (for deep penetration), enabling unmatched welding control and versatility.

How hybrid systems work
| Component | Role |
|---|---|
| 🔷 Blue Laser (450 nm) | Initiates melt with high absorption |
| 🔶 IR Laser (1070 nm) | Penetrates deeper once melt starts |
This approach is perfect for:
- Dissimilar metal welding (e.g., Cu-304, Cu-Ni)
- Reflective surface treatments
- Deep welds in thermal-conductive materials
Companies are launching co-axial beam delivery systems4 that fuse both wavelengths into a single spot. This allows precision and power to coexist — ideal for industrial-scale adoption in automotive, energy, and electronics sectors.
Future Outlook — Will Blue Lasers Replace Infrared?
Blue won’t erase infrared — but it’s taking over key applications.
Blue lasers are becoming the default for precision copper welding, while IR still dominates in deep, high-power welding scenarios.
What holds blue lasers back?
| Limitation | Status |
|---|---|
| 🔸 Power Scaling | Above 2 kW still a challenge |
| 🔸 Cost per Watt | Higher than IR, but dropping |
| 🔸 Packaging & Delivery | Less mature than IR |
That said, blue lasers are advancing fast. Their niche — thin copper, precision joints, electronic modules — is growing rapidly. As laser efficiency improves and system integration costs drop, blue lasers are not just here to stay — they are poised to lead.
Why Choose Vivlaser for Blue Laser Welding?
When precision meets reliability, Vivlaser leads the way.
Vivlaser’s high-power blue diode laser modules are designed specifically for demanding copper welding applications in EVs, electronics, and energy systems.
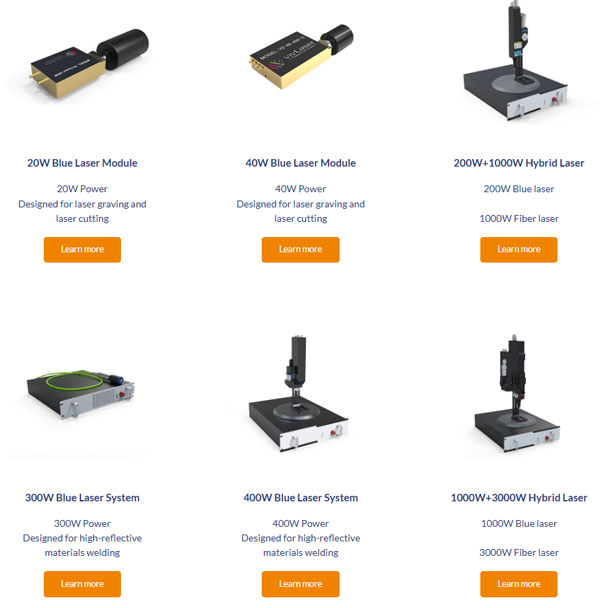
Vivlaser Blue Series Highlights
| Model | Output Power | Wavelength | Beam Delivery | Key Features |
|---|---|---|---|---|
| Vivlaser-B400 | 400W | 450 nm | Fiber-coupled, 200µm NA 0.22 | High absorption, stable beam, low spatter |
| Vivlaser-B300 | 300W | 450 nm | Free-space or fiber optional | Compact, efficient, ideal for foil welding |
| V1-B1000F3000 | 1000W Blue + 3000W IR | 450 nm + 1064 nm | Co-axial beam | Hybrid deep penetration, perfect seam |
🔹 Optimized for Copper: Over 45% absorption at 450 nm
🔹 Stable Performance: Designed for 24/7 industrial production
🔹 Compact & Customizable: OEM-ready configurations
🔹 Full Support: Rapid integration assistance + global delivery
Vivlaser blue lasers have been successfully adopted by top-tier battery, motor, and electronics integrators in Asia and Europe. Whether you need single-wavelength or hybrid solutions, Vivlaser delivers performance you can trust.
Explore more at www.vivlasers.com or contact us directly at [email protected]
“As the demand for precision copper welding rises, blue laser technology is shifting from niche innovation to industrial mainstream.”
With Vivlaser, you’re already ahead of the curve.
-
Explore this link to understand the specific challenges and solutions related to infrared laser energy in copper welding. ↩
-
Learn more about the impact of high reflectivity on welding efficiency and quality in copper. ↩ ↩
-
Explore this link to understand how the 450 nm wavelength enhances laser efficiency and applications in various industries. ↩ ↩
-
Explore this link to understand how co-axial beam delivery systems enhance laser precision and efficiency in various industries. ↩