Le cuivre est notoirement difficile à souder en raison de sa conductivité thermique élevée et de sa faible absorption des infrarouges. (Et) longueurs d'onde. La chaleur se dissipe trop rapidement, nécessitant une puissance élevée pour maintenir un bain de fusion stable. Cela conduit souvent à des éclaboussures, pénétration incohérente, et distorsion thermique, particulièrement problématique dans les applications de précision telles que les modules de batterie EV ou la microélectronique..
Les lasers bleus hybrides offrent une solution pratique et évolutive pour le soudage du cuivre en combinant une absorption élevée avec une fourniture d'énergie stable, réduire les défauts et augmenter la productivité.

Malgré les avantages du cuivre en matière de conductivité et de résistance à la corrosion, cela présente des défis critiques lors du soudage au laser. Explorons pourquoi le cuivre est si difficile à souder et comment les lasers bleus hybrides résolvent ces problèmes..
Pourquoi le soudage du cuivre est-il si difficile?
Le cuivre haute réflectivité1 et conductivité thermique2 en font l'un des métaux industriels les plus difficiles à souder au laser.
Le cuivre réfléchit rapidement la majeure partie de l'énergie des lasers infrarouges et évacue rapidement toute chaleur., rendant le soudage homogène presque impossible sans techniques avancées.
Comprendre les barrières physiques
| Propriété | Effet sur le soudage |
|---|---|
| Haut conductivité thermique2 | Dissipe la chaleur trop vite, nécessitant plus d'énergie |
| Haute réflectivité en IR | Mauvaise absorption aux longueurs d'onde laser typiques |
| Fenêtre de traitement étroite | Sensible aux fluctuations de puissance |
Ces caractéristiques exigent un système laser capable de fournir une énergie efficace et avec un contrôle spatial élevé, des conditions difficiles à remplir par les systèmes infrarouges traditionnels..
Quels défauts surviennent souvent lors du soudage traditionnel du cuivre?
Même lorsque le cuivre est soudable, les méthodes traditionnelles conduisent souvent à des défauts.
Les problèmes les plus courants sont porosité3, éclabousser, fusion incomplète, et pénétration incohérente, chacun d'entre eux compromettant la résistance et la fiabilité du joint.

Types de défauts courants et leurs causes
| Type de défaut | Cause | Résultat |
|---|---|---|
| Porosité | Vapeur s'échappant d'un bassin de fonte instable | Faible intégrité structurelle ou électrique |
| Éclabousser | Ébullition superficielle soudaine due à une mauvaise absorption | Soudures salissantes, perte matérielle |
| Fusion incomplète | Apport d’énergie incohérent | Articulations faibles, fissuration potentielle |
| Distorsion thermique | Chaleur excessive pour compenser la réflectivité | Pièces déformées, désalignement |
Ces problèmes sont amplifiés dans les applications où la précision et la cohérence sont essentielles, tels que la mobilité électrique et les systèmes aérospatiaux.
Techniques traditionnelles de soudage du cuivre et limites
Avant les lasers bleus hybrides, les fabricants se sont appuyés sur ces méthodes courantes de soudage du cuivre:
| Méthode | Description | Limites |
|---|---|---|
| Soudage TIG4 | Gaz inerte de tungstène, nettoyer les soudures sur du cuivre fin | Vitesse lente, apport de chaleur élevé, risque de distorsion |
| Soudage MIG | Gaz inerte métallique, bon pour le cuivre plus épais | Mauvaise absorption, plus d'éclaboussures |
| Brasage | Utilise du métal d’apport en dessous du point de fusion du cuivre | Résistance inférieure, pas idéal pour les joints à haute puissance |
| Soudage par résistance | Soudage par points/tôles via courant élevé | Nécessite un courant très élevé en raison de la conductivité du cuivre |
| Soudage Laser IR (1064nm) | Fibre ou Nd:Systèmes laser YAG | Le cuivre reflète la plupart de l'énergie, provoque des éclaboussures/porosité3 |
Les limites de ces méthodes rendent difficile le soudage du cuivre de haute précision ou de gros volumes., cher, et sujets aux défauts, ce qui crée un besoin urgent de meilleures solutions laser.
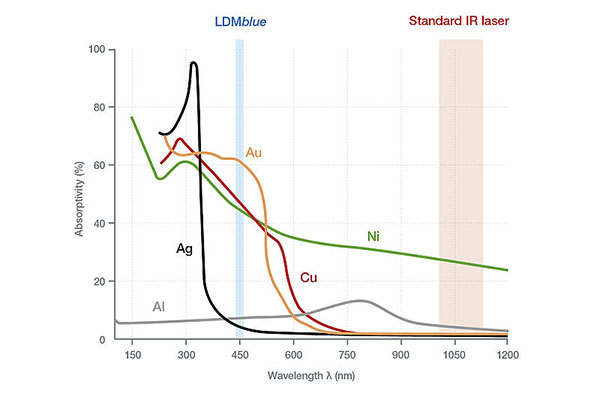
Pourquoi la longueur d'onde bleue est-elle plus absorbable pour le cuivre?
L'absorption laser dépend des propriétés optiques du matériau, et l’absorption du cuivre augmente considérablement à des longueurs d’onde plus courtes.
Longueurs d'onde bleues (450–470 nm)5 sont absorbés jusqu'à 20 fois plus que l'IR traditionnel, permettant une plus grande efficacité, échauffement localisé et meilleur contrôle de la qualité des soudures.

Comparaison de l'efficacité d'absorption
| Longueur d'onde | Absorption dans le cuivre | Effet résultant |
|---|---|---|
| 1064 nm | ~5% | Haute réflexion, mauvaise fusion |
| 808 nm | ~10% | Légère amélioration, toujours instable |
| 450 nm | ~65-70% | Utilisation efficace de l'énergie, fusion stable |
Cela réduit considérablement l'énergie nécessaire pour initier et entretenir un trou de serrure., améliorant la cohérence même sur des feuilles minces ou des interfaces de matériaux différents.
Ce qui différencie les lasers bleus hybrides des lasers infrarouges?
Lasers bleus hybrides6 combiner les faisceaux bleus et infrarouges via une diffusion coaxiale ou combinée.
Le composant bleu initie une fusion de surface stable, tandis que l'IR pénètre plus profondément, permettant ainsi une, écurie, et une soudure sans défaut.
Avantages synergiques de la configuration hybride
| Fonctionnalité | Avantage |
|---|---|
| Synergie double longueur d'onde | Combine l'absorption de surface et la profondeur |
| Seuil de puissance inférieur | Moins de stress sur les matériaux, moins de défauts |
| Fenêtre de processus plus grande | S'adapte à plus de matériaux et d'épaisseurs |
Par rapport aux systèmes IR purs, les lasers bleus hybrides élargissent considérablement la gamme de soudage utilisable pour le cuivre.
Comment la technologie hybride bleue et fibre améliore-t-elle la stabilité du soudage?
Vivlaser systèmes laser hybrides6 intégrer des faisceaux de fibre et de laser bleu grâce à la combinaison de faisceaux coaxiaux, assurant un contrôle précis de l’apport et de l’absorption de chaleur.
Cette approche garantit un chevauchement énergétique optimal et modulation en temps réel7 de composants bleus et IR, le tout dans une sortie fibre compacte et stable.

Points forts techniques
| Fonction composite | Avantage fonctionnel |
|---|---|
| Trajet de faisceau partagé | Précision spatiale et densité de puissance uniforme |
| Contrôle dynamique de la puissance | Apport thermique adapté à chaque type de joint |
| Intégration compacte | Installation facile dans les lignes automatisées |
Cela se traduit par des surfaces de soudure plus lisses, distorsion thermique minimisée, et des performances électriques et mécaniques constantes.
Comment le système laser bleu hybride de Vivlaser fonctionne-t-il dans le soudage du cuivre dans le monde réel?
Le système laser bleu hybride de Vivlaser est déjà utilisé dans des tâches industrielles exigeantes.
Les cas d'utilisation incluent le soudage des languettes de batterie et l'assemblage de microbusbar, où la technologie laser hybride a démontré une réduction des défauts et une efficacité de processus améliorée.

Résultats vérifiés par les utilisateurs industriels
| Domaine d'application | Bénéfice mesuré |
|---|---|
| Soudage des languettes de batterie | >60% réduction des projections |
| Soudage des connecteurs | Initiation stable, jointures plus propres |
| Jeu de barres & soudage de feuilles | Conductivité et résistance des joints améliorées |
Ces avantages se traduisent directement par un débit plus rapide, retouche réduite, et une meilleure fiabilité dans les systèmes critiques.
Conclusion
Les lasers bleus hybrides offrent un contrôle et une efficacité inégalés dans le soudage du cuivre, ce qui en fait un outil incontournable dans l'industrie de haute précision.
Hybrid welding performance ultimately depends on the stability and absorption characteristics of 445 nm blue laser sources, which are explained in greater detail in our 445nm Blue Laser industrial overview.
FAQ
T1: Pourquoi le cuivre est-il difficile à souder avec les lasers traditionnels?
Le cuivre a une conductivité thermique élevée et reflète la plupart de la lumière infrarouge, provoquant une mauvaise absorption et des conditions de soudage instables. Cela entraîne des défauts comme des éclaboussures, porosité, et fusion incomplète.
T2: Comment les lasers bleus hybrides améliorent-ils le soudage du cuivre?
Les lasers bleus hybrides combinent une lumière bleue hautement absorbable avec un infrarouge pénétrant plus profondément, créant un bassin de fusion stable et réduisant les pertes d'énergie, conduisant à des soudures plus cohérentes et sans défauts.
T3: Qu'est-ce qui rend les longueurs d'onde bleues meilleures pour le cuivre?
Le cuivre absorbe les longueurs d'onde bleues (autour 450 nm) jusqu'à 20 fois plus efficace que l'infrarouge, permettant de réduire les besoins en énergie et d'améliorer le contrôle de la chaleur pendant le soudage.
T4: Quelles sont les applications typiques du soudage hybride au laser bleu?
Les principaux cas d'utilisation incluent le soudage des languettes de batterie, assemblage de feuilles de cuivre, et assemblage de microbus – où la réduction des défauts, contrôle précis, et une répétabilité élevée sont essentielles.
-
Comprendre l’effet de la haute réflectivité sur le soudage laser peut contribuer à améliorer les techniques et les résultats dans les applications industrielles. ↩
-
L'exploration du rôle de la conductivité thermique dans le soudage peut fournir des informations sur l'optimisation des techniques de soudage pour de meilleurs résultats.. ↩ ↩
-
Comprendre la porosité est crucial pour améliorer la qualité des soudures. Explorez ce lien pour en savoir plus sur ses causes et sa prévention. ↩ ↩
-
Le soudage TIG est populaire mais a des limites. Découvrez-en davantage sur ses défis et comment les surmonter. ↩
-
Découvrez comment les longueurs d'onde bleues améliorent l'absorption laser dans le cuivre, conduisant à des processus de soudage plus efficaces et plus précis. ↩
-
Découvrez les avantages des lasers bleus hybrides, y compris leur capacité à combiner l'absorption en surface et en profondeur pour des résultats de soudage supérieurs. ↩ ↩
-
Découvrez comment la modulation en temps réel améliore les performances et la stabilité du laser dans les applications de soudage. ↩