Copper is notoriously difficult to weld due to its high thermal conductivity and low absorption of infrared (IR) wavelengths. Heat dissipates too quickly, requiring high power to maintain a stable melt pool. This often leads to spatter, inconsistent penetration, and thermal distortion—particularly problematic in precision applications like EV battery modules or microelectronics.
Hybrid blue lasers offer a practical and scalable solution to copper welding by combining high absorption with stable energy delivery, reducing defects and boosting productivity.

Despite copper’s advantages in conductivity and corrosion resistance, it presents critical challenges during laser welding. Let’s explore why copper is so difficult to weld—and how hybrid blue lasers solve these issues.
Why is Copper Welding So Difficult?
Copper’s high reflectivity1 and thermal conductivity2 make it one of the most challenging industrial metals to laser weld.
Copper rapidly reflects most of the energy from infrared lasers and quickly conducts away any heat, making consistent welding nearly impossible without advanced techniques.
Understanding the Physical Barriers
| Property | Effect on Welding |
|---|---|
| High thermal conductivity2 | Dissipates heat too fast, requiring more energy |
| High reflectivity in IR | Poor absorption at typical laser wavelengths |
| Narrow processing window | Sensitive to power fluctuations |
These characteristics demand a laser system that can deliver energy efficiently and with high spatial control—conditions not easily met by traditional infrared systems.
What Defects Often Occur in Traditional Copper Welding?
Even when copper is weldable, traditional methods often lead to defects.
The most common issues are porosity3, spatter, incomplete fusion, and inconsistent penetration—each of which compromises the strength and reliability of the joint.

Common Defect Types and Their Causes
| Defect Type | Cause | Result |
|---|---|---|
| Porosity | Vapor escaping from unstable melt pool | Weak structural or electrical integrity |
| Spatter | Sudden surface boiling due to poor absorption | Messy welds, material loss |
| Incomplete fusion | Inconsistent energy input | Weak joints, potential cracking |
| Thermal distortion | Excessive heat to compensate reflectivity | Warped parts, misalignment |
These problems are magnified in applications where precision and consistency are critical, such as e-mobility and aerospace systems.
Traditional Copper Welding Techniques and Limitations
Before hybrid blue lasers, manufacturers relied on these common copper welding methods:
| Method | Description | Limitations |
|---|---|---|
| TIG Welding4 | Tungsten inert gas, clean welds on thin copper | Slow speed, high heat input, risk of distortion |
| MIG Welding | Metal inert gas, good for thicker copper | Poor absorption, more spatter |
| Brazing | Uses filler metal below copper’s melting point | Lower strength, not ideal for high-power joints |
| Resistance Welding | Spot/sheet welding via high current | Needs very high current due to copper’s conductivity |
| IR Laser Welding (1064nm) | Fiber or Nd:YAG laser systems | Copper reflects most energy, causes spatter/porosity3 |
The limitations of these methods make high-precision or high-volume copper welding difficult, expensive, and defect-prone—creating an urgent need for better laser solutions.
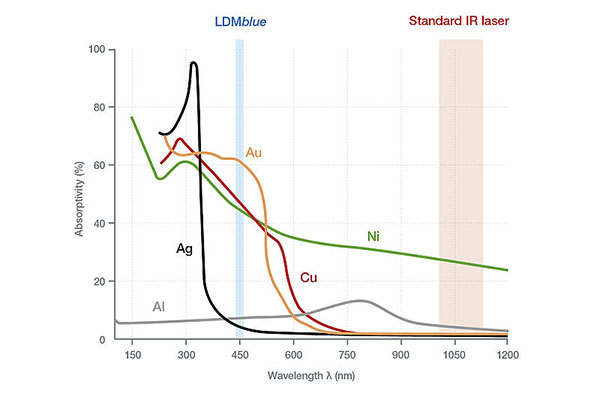
Why Is Blue Wavelength More Absorbable for Copper?
Laser absorption depends on material optical properties, and copper’s absorption dramatically increases at shorter wavelengths.
Blue wavelengths (450–470 nm)5 are absorbed up to 20 times more than traditional IR, allowing more efficient, localized heating and better control over weld quality.

Absorption Efficiency Comparison
| Wavelength | Absorption in Copper | Resulting Effect |
|---|---|---|
| 1064 nm | ~5% | High reflection, poor melting |
| 808 nm | ~10% | Slight improvement, still unstable |
| 450 nm | ~65-70% | Efficient energy use, stable melting |
This significantly reduces the energy required to initiate and maintain a keyhole, improving consistency even on thin foils or dissimilar material interfaces.
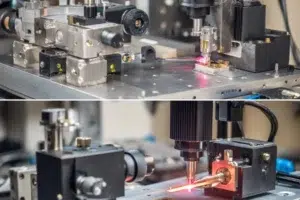
What Makes Hybrid Blue Lasers Different from Infrared Lasers?
Hybrid blue lasers6 combine blue and infrared beams through co-axial or beam-combined delivery.
The blue component initiates a stable surface melt, while the IR penetrates deeper—together enabling fast, stable, and defect-free welding.
Synergistic Benefits of Hybrid Configuration
| Feature | Benefit |
|---|---|
| Dual-wavelength synergy | Combines surface absorption with depth |
| Lower power threshold | Less stress on materials, fewer defects |
| Greater process window | Adapts to more materials and thicknesses |
Compared to pure IR systems, hybrid blue lasers dramatically expand the operable welding range for copper.
How Does Hybrid Blue and Fiber Technology Improve Welding Stability?
Vivlaser’s hybrid laser systems6 integrate fiber and blue laser beams through coaxial beam combining, ensuring precise control over heat input and absorption.
This approach ensures optimal energy overlap and real-time modulation7 of blue and IR components, all within a compact and stable fiber output.

Technical Highlights
| Composite Feature | Functional Advantage |
|---|---|
| Shared beam path | Spatial precision and uniform power density |
| Dynamic power control | Tailored thermal input for each joint type |
| Compact integration | Easy installation in automated lines |
This results in smoother weld surfaces, minimized thermal distortion, and consistent electrical and mechanical performance.
How Does Vivlaser’s Hybrid Blue Laser System Perform in Real-World Copper Welding?
Vivlaser’s hybrid blue laser system is already used in demanding industrial tasks.
Use cases include battery tab welding and microbusbar assembly, where hybrid laser technology has demonstrated reduced defects and improved process efficiency.

Verified Results from Industrial Users
| Application Area | Measured Benefit |
|---|---|
| Battery tab welding | >60% spatter reduction |
| Connector welding | Stable initiation, cleaner joins |
| Busbar & foil welding | Improved conductivity and joint strength |
These advantages directly translate to faster throughput, reduced rework, and better reliability in mission-critical systems.
Conclusion
Hybrid blue lasers deliver unmatched control and efficiency in copper welding, making them a must-have tool in high-precision industry.
Hybrid welding performance ultimately depends on the stability and absorption characteristics of 445 nm blue laser sources, which are explained in greater detail in our 445nm Blue Laser industrial overview.
FAQ
Q1: Why is copper difficult to weld with traditional lasers?
Copper has high thermal conductivity and reflects most infrared light, causing poor absorption and unstable welding conditions. This results in defects like spatter, porosity, and incomplete fusion.
Q2: How do hybrid blue lasers improve copper welding?
Hybrid blue lasers combine highly absorbable blue light with deeper-penetrating infrared, creating a stable melt pool and reducing energy loss, leading to more consistent and defect-free welds.
Q3: What makes blue wavelengths better for copper?
Copper absorbs blue wavelengths (around 450 nm) up to 20 times more effectively than infrared, enabling lower power requirements and improved heat control during welding.
Q4: What are the typical applications of hybrid blue laser welding?
Main use cases include battery tab welding, copper foil joining, and microbusbar assembly—where defect reduction, precise control, and high repeatability are essential.
-
Understanding high reflectivity’s effect on laser welding can help improve techniques and outcomes in industrial applications. ↩
-
Exploring thermal conductivity’s role in welding can provide insights into optimizing welding techniques for better results. ↩ ↩
-
Understanding porosity is crucial for improving weld quality. Explore this link to learn about its causes and prevention. ↩ ↩
-
TIG Welding is popular but has limitations. Discover more about its challenges and how to overcome them. ↩
-
Explore how blue wavelengths enhance laser absorption in copper, leading to more efficient and precise welding processes. ↩
-
Discover the advantages of hybrid blue lasers, including their ability to combine surface and depth absorption for superior welding results. ↩ ↩
-
Discover how real-time modulation enhances laser performance and stability in welding applications. ↩