Slow, energy-hungry ovens bottleneck your battery production. This limits your capacity and inflates costs. Direct diode lasers offer a faster, more efficient path to higher output.
Direct diode lasers rapidly evaporate solvents by delivering precise energy directly into the electrode coating. This replaces massive convection ovens, cutting drying time from minutes to seconds1. This massive speed increase accelerates the entire battery production line and reduces the factory footprint significantly.
This shift from thermal convection to targeted laser energy is a game-changer for battery manufacturing. It unlocks new levels of speed and efficiency that were previously unthinkable. But to truly appreciate this innovation, we first need to understand the problem it solves so effectively. Why has conventional drying been such a persistent challenge and a major roadblock for battery manufacturers for so long? Let's explore the core bottleneck that has held back production for years.
Why Is Electrode Drying a Bottleneck in Battery Manufacturing?
Your production line is only as fast as its slowest step: electrode drying. This process requires massive, energy-guzzling ovens that slow everything down and inflate your operational costs.
Electrode drying is a bottleneck because conventional convection ovens heat slowly and non-selectively. They must gently warm the entire electrode to avoid cracking the coating. This process can take several minutes and requires oven lines up to 100 meters long2 to achieve high throughput.

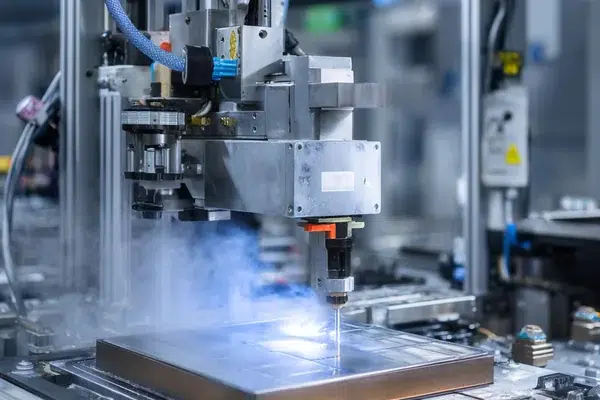
From my experience talking with equipment integrators, the challenge starts right after the wet slurry is coated onto the current collector foil. This slurry contains the active materials, conductive additives, and a binder, all mixed in a solvent. This wet layer must be dried perfectly to create a durable and high-performing electrode. Conventional ovens do this using hot air, a slow and inefficient method. The main limitation is heat transfer; you have to heat a huge volume of air just to deliver the necessary energy to the coating. This leads to a classic dilemma for manufacturers.
| Factor | Convection Oven | The Bottleneck Effect |
|---|---|---|
| Energy Transfer | Indirect (hot air) | Inefficient; most energy heats air, not the coating. |
| Drying Speed | Slow (minutes) | Requires extremely long ovens to scale production. |
| Process Control | Low | Risk of "skinning," cracks, and poor adhesion. |
| Footprint | Massive (up to 100m) | High capital cost and large factory space needed. |
Trying to speed this up by just raising the oven temperature often creates more problems. The surface of the slurry can form a "skin" that traps solvent underneath3, leading to defects like cracks or delamination after calendering. This forces manufacturers into a slow but safe process, creating the production bottleneck that limits the world's battery output today.
How Can Laser Drying Replace 100-Meter Conveyor Ovens?
Imagine shrinking a 100-meter production line into just a few meters. The immense cost and space of conveyor ovens seem unavoidable. Laser drying achieves this by radically changing energy delivery.
Laser drying replaces long ovens by delivering high-intensity energy directly where it's needed: the solvent in the wet coating. The absorption is so efficient that drying happens in seconds over a few meters of conveyor, not minutes over a hundred meters of heated tunnel.
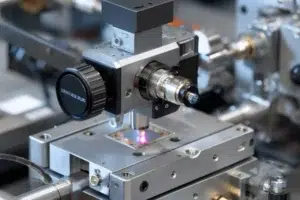
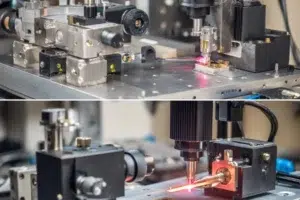
I often get asked how a small laser module can do the work of a giant oven. The key is energy density. A convection oven delivers low-density heat over a long time and a large area. A direct diode laser delivers very high-density energy in a very short time over a precise area. This is achieved by shaping the laser's output. Instead of a small round spot, specialized optics create a wide, uniform line of laser light that spans the entire width of the electrode foil. As the coated foil passes under this line of light, the energy is instantly absorbed by the slurry. The solvent evaporates almost immediately. The entire drying station can be just a few meters long, which is a dramatic reduction.
This change brings several system-level advantages for factory design:
- Compact Footprint: Frees up huge amounts of valuable factory floor space for other value-adding processes.
- Modular Design: Laser systems are modular. This makes them easier to install, service, and even scale by adding more modules to increase line speed.
- Faster Start-up: Lasers are ready to work instantly. Convection ovens can take 30-60 minutes to preheat, which is all unproductive downtime.
How Does Laser Drying Selectively Remove NMP and Water?
Drying electrodes is a delicate process. The wrong kind of heat can damage the polymer binders that hold the electrode together and ensure it sticks to the foil, ruining the batch.
Lasers selectively remove solvents by using specific wavelengths of light that are strongly absorbed by the solvent (like NMP or water) but poorly absorbed by the active materials or binder. This evaporates the solvent from within the coating without overheating and damaging the delicate electrode structure.

A frequent question we get from customers is, "Which laser wavelength is best?" The answer always depends on their specific material chemistry. Different materials absorb different colors of light. The goal is to choose a laser wavelength that the solvent absorbs strongly. The two most common solvents in battery manufacturing are water and N-Methyl-2-pyrrolidone (NMP). Based on our analysis of different laser configurations, there are two main approaches. Infrared (IR) lasers are a mature, cost-effective technology and their light is strongly absorbed by both water and NMP4. This makes them a versatile choice. Blue lasers, on the other hand, are poorly absorbed by the slurry but very well absorbed by the copper foil used for anodes5. This allows for an alternative drying strategy: heating the foil from below, which then heats the slurry.
| Laser Type | Wavelength | Primary Absorption Target | Best For | Key Consideration |
|---|---|---|---|---|
| Infrared (IR) | ~9xx nm | Solvent (Water/NMP) | General purpose, cost-effective for cathodes & anodes | Power stability is crucial to avoid damaging the binder. |
| Blue | ~450 nm | Copper Foil (Anode) | Anode drying via substrate heating | Higher initial cost; less effective for cathode (aluminum foil). |
Choosing the right wavelength is not about finding a single "best" option. It's about making a trade-off between cost, the specific materials in your slurry (like LFP or NMC), and your process goals. This is a critical discussion to have with your laser supplier to de-risk your investment.
What Are the Key Process Parameters for Laser Drying?
Buying a powerful laser won't guarantee success. You can still end up with incompletely dried or damaged electrodes, wasting valuable time and materials. Mastering key process parameters is essential for quality.
The key parameters are laser power density (W/cm²), line speed (m/min), and the electrode coating's thickness and composition. These factors must be balanced. Higher speed requires higher power, but too much power can damage thicker coatings. Finding the right "process window" is essential.

Many suppliers advertise a maximum drying speed, but from my perspective, this is a misleading metric. The real goal is to find a stable and repeatable process window. This is the combination of settings that produces perfect electrodes, every time. Chasing speed without stability leads to low yield and high scrap rates. A savvy buyer should ask for data on this process window, not just the top speed.
Let's break down the main variables you need to control:
- Power Density (W/cm²): This is the amount of laser energy delivered per unit area. It is the most critical factor. Too low, and the solvent doesn't fully evaporate. Too high, and you can burn the binder or damage the active material. This is why the power stability of the laser source is so important.
- Line Speed (m/min): This determines your production throughput. Faster speeds require higher power density to deliver the same total energy to a given spot on the coating.
- Coating Properties: The thickness, solvent content, and type of active material all change how much energy is needed for complete drying.
When evaluating a supplier, don't just ask, "How fast can it go?" Instead, ask, "Can you show me data on the process window for our 150-micron NMC coating?" A good partner will have this data or work with you to develop it.
What Are the Energy Savings and Production Speed Gains Compared to a Thermal Oven?
Energy bills and factory footprint are major cost drivers in battery manufacturing. Convection ovens are massive energy hogs that take up too much room. Laser drying provides clear, measurable savings on both fronts.
Laser drying can reduce energy consumption by over 75%6 because it heats only the coating, not a massive volume of air. This efficiency allows production speeds to increase from 20-30 m/min with ovens to over 60-100 m/min with lasers, effectively doubling or tripling throughput.
The energy savings are dramatic. The "wall-plug efficiency" of a huge convection oven is often less than 10%; most of the electricity is wasted heating air and the oven itself, which is then exhausted. In contrast, modern direct diode lasers have wall-plug efficiencies of over 50%7. More importantly, all that energy is delivered directly into the product. This leads to a massive reduction in electricity use. The speed gain is the biggest prize. Ovens are limited by slow thermal transfer. To go faster, they must get proportionally longer. Lasers are not bound by this limit. Based on what we see in the industry, the comparison is stark.
| Metric | Conventional Thermal Oven | Direct Diode Laser System | Improvement |
|---|---|---|---|
| Typical Speed | 20-30 m/min | 60-100+ m/min | 2-3x+ Throughput |
| Energy Efficiency | ~5-10% | ~50%+ | >75% Energy Reduction |
| Footprint | 30-100 meters | 2-5 meters | >90% Space Saved |
| Start-up Time | 30-60 minutes | Instant | Eliminates Warm-up Delay |
These aren't small, incremental improvements. They represent a fundamental change in the cost structure and operational model of giga-scale battery production.
Conclusion
In conclusion, direct diode lasers break the battery drying bottleneck. They offer immense speed, energy, and space savings, but choosing the right one requires looking beyond speed to ensure process stability.
Research demonstrates that laser drying can reduce the time required to dry electrode coatings to a few seconds, a significant reduction from the several minutes typical of conventional convection oven processes. ↩
Analyses of battery manufacturing facilities note that conventional convection drying lines can extend for many tens of meters, with some estimates reaching up to 100 meters, to accommodate the required drying time at high production speeds. ↩
Studies on electrode drying show that high temperatures in convection ovens can cause rapid solvent evaporation at the surface, leading to the formation of a dense binder-rich layer that impedes further solvent removal from the bulk coating and can cause defects. ↩
Spectroscopic data confirms that both water and N-Methyl-2-pyrrolidone (NMP) have significant absorption peaks in the near-infrared region, particularly around the 9xx nm wavelengths typical for high-power diode lasers. ↩
Studies on laser-material interactions show that the absorptivity of copper increases significantly at shorter wavelengths, with high absorption in the blue spectrum (~450 nm) compared to much lower absorption in the infrared range. ↩
Techno-economic models and experimental studies comparing drying methods show that laser drying can reduce the specific energy consumption of the electrode drying step by over 75% due to the high wall-plug efficiency of diode lasers and the direct delivery of energy to the coating. ↩
Technical reviews and manufacturer specifications for high-power direct diode laser systems confirm that modern devices routinely achieve wall-plug efficiencies of 50% or greater, making them one of the most efficient types of industrial lasers. ↩