Key Takeaways
Copper absorption varies strongly with laser wavelength and surface condition.
Infrared lasers around 1 µm have very low initial absorption on copper surfaces.
Shorter wavelengths significantly improve energy coupling with copper.
Higher absorption leads to more stable welding and less spatter.
Laser wavelength selection is a key engineering decision in copper laser processing.
Copper is widely used in EV batteries1, electronics, and power systems. However, laser processing copper is challenging because the material reflects most incoming laser energy.
Copper absorption changes significantly with laser wavelength2. Infrared lasers are poorly absorbed, while shorter wavelengths such as green and blue lasers 3 couple much more efficiently with copper.

Understanding how copper absorption varies with wavelength helps engineers choose the right laser source for stable welding and industrial processing.
Why Does Copper Absorption Depend on Laser Wavelength?
Copper does not absorb laser energy uniformly across the electromagnetic spectrum4. Instead, its optical properties vary strongly with wavelength.
Longer wavelengths tend to be reflected, while shorter wavelengths are absorbed more effectively by copper surfaces.

Deep Explanation
Interaction Between Laser Light and Copper
Copper is a highly conductive metal with a large number of free electrons. These electrons respond strongly to electromagnetic waves.
When an infrared laser reaches the copper surface, the oscillating electric field causes these electrons to move rapidly.
The electrons then re-emit most of the incoming electromagnetic energy. This process creates strong reflection and very low absorption.
Typical copper reflectivity at infrared wavelengths can exceed 90–95%, which explains why infrared lasers struggle to initiate copper welding.
At shorter wavelengths, the interaction between photons and electrons changes. The electron response becomes less efficient at reflecting the incoming radiation, allowing more energy to be absorbed.
The absorbed energy converts into heat and begins melting the material.
Typical Copper Absorption Rates by Wavelength
Although exact values depend on surface condition, temperature, and measurement method, the general absorption trend for copper is well established.
| Laser Wavelength 5 | Typical Laser Source | Approximate Copper Absorption |
| ~1064 nm | Fiber laser | ~3–7% |
| ~915–980 nm | Diode laser | ~5–10% |
| ~532 nm | Green laser | ~25–40% |
| ~450 nm | Blue laser | ~55–70% |
Values depend on surface condition, temperature, and measurement method.
These values explain why infrared lasers often struggle during the initial stage of copper welding.
Most of the incoming energy is reflected away rather than absorbed.
Impact on Industrial Laser Processing
Low absorption creates several practical challenges during copper processing.
| Effect | Process Impact |
| High reflectivity | Difficult weld initiation |
| Sudden absorption change | Melt pool instability |
| Rapid heating after melting | Increased spatter risk |
Because of these issues, many modern copper welding systems are exploring shorter wavelength lasers.
Higher absorption allows the laser energy to couple into the material more efficiently.
Engineering Check
“Copper absorption increases as laser wavelength becomes shorter.”
Shorter wavelength photons interact differently with copper electrons, increasing energy absorption.
“Copper absorbs infrared laser energy as efficiently as blue laser energy.”
Copper reflects most infrared radiation but absorbs a much larger fraction of shorter wavelength light.
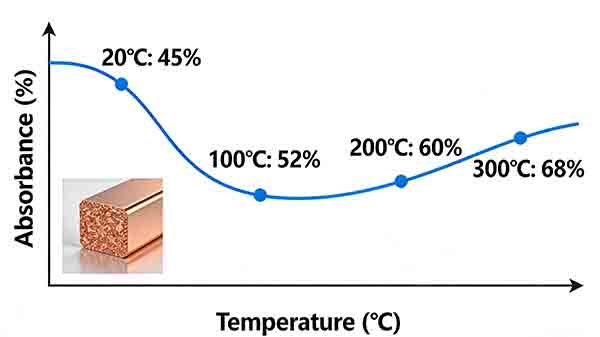
How Does Temperature Change Copper Absorption?
Copper absorption is not constant during laser processing. Temperature changes the optical properties of the material6.
As copper heats and begins to melt, reflectivity decreases and absorption increases.
Deep Explanation
Temperature-Dependent Reflectivity
When copper is cold and solid, the surface is smooth and highly reflective. This condition reflects most incoming infrared radiation.
However, as temperature increases several physical changes occur:
- surface roughness increases
- electron scattering changes
- oxide layers may form7
These changes reduce reflectivity and allow more laser energy to enter the material.
| Material State | Absorption Behavior |
| Cold copper | Very low absorption |
| Heated surface | Increasing absorption |
| Molten copper | Significantly higher absorption |
This transition explains why copper welding often starts slowly and then suddenly accelerates.
Thermal Runaway During Laser Welding
When absorption begins to increase, a feedback mechanism can occur.
- Laser energy heats the surface.
- Absorption increases.
- More laser energy is absorbed.
- Heating accelerates.
This process is often called thermal runaway8.
If not controlled properly, it can destabilize the melt pool and generate spatter.
Engineering Implications
Temperature-dependent absorption means copper welding requires careful process design.
Common engineering strategies include:
- gradual power ramping
- beam oscillation
- optimized welding speed
- controlled shielding gas
These techniques help stabilize the transition from reflection to absorption.
Engineering Check
“Copper absorption increases as the material heats during laser processing.”
Temperature changes copper optical properties and reduces reflectivity.
“Copper absorption remains constant throughout the laser welding process.”
Absorption changes significantly as copper transitions from solid to molten states.
Why Are Shorter Wavelength Lasers Better for Copper Processing?
Because copper absorbs shorter wavelengths more efficiently, many industrial systems are moving toward green and blue lasers.
These wavelengths provide more stable energy coupling and improved process control9.

Deep Explanation
Improved Energy Coupling
Higher absorption allows laser energy to enter the copper surface immediately rather than being reflected.
This produces several process advantages:
- faster melt initiation
- reduced reflection losses
- smoother heating behavior
As a result, the welding process becomes more predictable.
Reduced Spatter Formation
When energy absorption is stable, the melt pool forms gradually instead of suddenly.
This reduces:
- vapor pressure spikes
- keyhole instability10
- molten metal ejection
Cleaner welds and better seam quality can be achieved.
Industrial Applications
Shorter wavelength lasers are increasingly used in industries that require reliable copper welding.
Typical applications include:
- EV battery tab welding
- copper busbar welding
- motor hairpin welding
- electronic connector manufacturing
These applications demand stable welding processes with minimal spatter and high electrical reliability.
Engineering Check
“Higher copper absorption improves laser welding stability.”
Better energy coupling reduces sudden heating transitions and stabilizes the melt pool.
“Infrared lasers always provide the best wavelength for copper welding.”
Shorter wavelength lasers often provide better absorption and improved process stability.
My insight
In practical manufacturing, copper absorption data clearly explains why laser wavelength selection 11 is critical for stable processing. With infrared lasers around 1064 nm, copper initially absorbs only a few percent of the incoming energy. This weak coupling makes weld initiation unstable and often causes sudden thermal spikes once melting begins.
From an engineering standpoint, higher absorption means more predictable heat input. When wavelengths move toward green (532 nm) or blue (~450 nm), copper absorbs several times more energy. This allows smoother melt initiation, lower required power density, and significantly improved process stability.
For system integrators and equipment manufacturers, the key takeaway is that wavelength choice can be more impactful than simply increasing laser power. Shorter-wavelength semiconductor lasers are increasingly used in EV battery welding and copper interconnect manufacturing 12 because they provide better energy coupling, reduced spatter, and more consistent weld quality.
- This resource provides insights into laser processing challenges and solutions for copper in EV batteries, helping engineers optimize performance and efficiency. ↩︎
- This topic is crucial for engineers aiming to optimize laser processing for copper, ensuring efficient energy coupling and stable industrial applications. ↩︎
- Green and blue lasers offer superior energy coupling with copper, leading to more stable welding and reduced spatter, making them ideal for industrial applications. ↩︎
- This resource provides a detailed explanation of copper’s absorption behavior at different wavelengths, which is crucial for understanding laser processing challenges. ↩︎
- Laser wavelength significantly impacts how copper interacts with laser energy, which is vital for industrial applications. ↩︎
- This resource provides a detailed explanation of the relationship between temperature and copper absorption, which is crucial for understanding laser welding behavior and process optimization. ↩︎
- Oxide layers on copper can significantly affect its absorption properties, making it crucial to understand their impact for effective laser welding and process control. ↩︎
- Thermal runaway is a critical phenomenon in copper welding that can lead to instability and defects, making it essential to explore for process control and improvement. ↩︎
- Shorter wavelength lasers offer more stable energy coupling and improved process control, leading to cleaner welds and better seam quality in copper applications. ↩︎
- Understanding keyhole instability is crucial for improving copper welding processes, and this resource provides insights into its causes and solutions. ↩︎
- This keyword is crucial for understanding how to optimize laser performance for copper, leading to better process stability and quality. ↩︎
- This keyword highlights the specific application of laser technology in copper interconnects, offering insights into energy coupling and weld quality improvements. ↩︎