Copper reflects most infrared laser energy, so the welding process starts with weak and unstable energy coupling. Once copper begins to melt, absorption rises quickly, and this sudden transition can trigger spatter. Infrared copper welding often enters an unstable keyhole condition, which increases vapor pressure fluctuation and molten metal ejection. Shorter wavelength lasers improve copper energy absorption and usually reduce spatter risk. Process stability depends on wavelength, beam mode, power density, and thermal control rather than laser power alone.
Copper is widely used in electrical products, but infrared laser welding often causes severe spatter. This instability increases defects, contamination, and manufacturing cost.
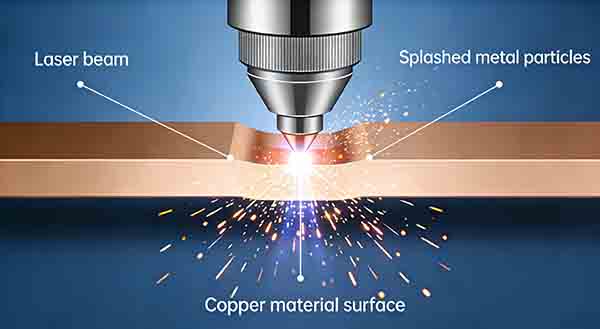
Copper welding produces spatter11 with infrared lasers because solid copper absorbs infrared light poorly at the start of the process. When melting begins, absorption rises quickly, so heating becomes unstable and molten metal is violently ejected.
To reduce spatter, engineers need to understand copper absorption, thermal behavior, and weld pool dynamics before choosing the laser source and process window.
Why Does Copper Reflect Infrared Laser Energy?
Copper is excellent for carrying heat and electricity, but those same material properties make infrared laser welding difficult. High reflectivity makes process start-up unstable.
Copper reflects much of the infrared energy2 2 that reaches its surface, especially before melting starts. This means the laser-to-material coupling is weak at first, but it can change quickly once the surface condition changes.
Deep Explanation
Copper Has Low Initial Absorption at Infrared Wavelengths
The first reason for spatter is simple. Copper does not couple well with infrared energy when the surface is still cold and solid.
For engineering decisions, the important point is not one exact number. The important point is the trend.
| Laser Wavelength Range | Copper Energy Coupling at Process Start | Process Impact |
|---|---|---|
| Infrared | Low | Difficult melt initiation and unstable start |
| Near-infrared diode range | Low to moderate | Better than some IR setups, but still sensitive |
| Blue wavelength range | High | Faster and more stable energy absorption |
This is why copper is very different from steels in laser processing. A process window that looks stable on steel may be unstable on copper.
Absorption Changes During Heating
Copper does not behave the same way during the full weld cycle. Its interaction with the beam changes as temperature rises and as the surface moves from solid to molten.
That means the process can start in one condition and then suddenly shift into another condition. This is a major reason why infrared copper welding can look stable for a moment and then become violent.
| Material State | Infrared Absorption Behavior | Welding Result |
|---|---|---|
| Cold solid copper | Very limited absorption | Slow and inconsistent process start |
| Heated surface | Absorption begins to improve | Energy coupling becomes more sensitive |
| Molten copper | Higher absorption than solid state | Sudden heating rise and unstable melt pool possible |
This transition is important in real production. The machine does not see a steady material response. It sees a moving target.
Why This Matters in Production
When the surface first reflects most of the energy, engineers often raise power to force process initiation. But once melting starts, that same power can become too aggressive for the new absorption condition.
So the weld can move from:
- poor coupling
- to sudden melting
- to rapid vapor generation
- to spatter
This is not only a physics issue. It is also a cost issue.
An unstable start increases:
- scrap rate
- rework
- optics contamination
- maintenance frequency
- process tuning time
For OEMs and integrators, this means copper welding needs a tighter process design than many other metals.
Engineering Check
“Solid copper couples poorly with infrared laser energy at the start of welding, which makes process initiation unstable.”
This is one of the main reasons infrared copper welding is harder to start and control than welding many other metals.
“Copper reflects infrared laser light in a constant way throughout the full weld cycle.”
Copper absorption changes as surface temperature and material state change, so the welding response is not constant.
How Does Keyhole Instability Create Spatter?
After melting starts, the next problem is weld pool instability33. This is where much of the visible spatter is generated.
Spatter forms when the molten pool and keyhole become unstable. Vapor pressure, recoil force44, and rapid melt motion push liquid copper out of the weld zone.
Deep Explanation
What Changes After Melting Starts
Once enough energy enters the copper, local melting begins. Then vapor generation can start. If power density is high enough, the weld shifts toward keyhole behavior.
A keyhole helps laser energy go deeper into the material, but it also introduces instability.
| Welding Condition | Physical Behavior | Spatter Tendency |
|---|---|---|
| Surface heating only | Limited penetration and lower vapor activity | Lower |
| Stable shallow melt pool | Moderate fluid flow and controlled heating | Moderate to low |
| Unstable keyhole welding | Strong vapor pressure and melt ejection | High |
The issue is not that keyhole welding is always bad. The issue is that unstable keyhole welding55 is bad.
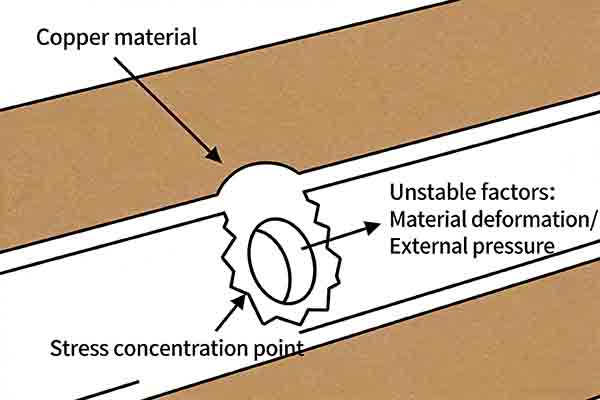
Why Copper Keyholes Become Unstable
Copper creates a difficult balance between reflection, rapid heating, and strong thermal conduction.
Several effects happen at the same time:
Once a local area absorbs enough energy, vapor can form quickly. That vapor pushes against the molten metal surface.
Recoil pressure
The vapor does not stay still. It creates pressure that pushes molten copper away from the beam center.
Melt pool oscillation
The liquid metal responds to surface tension, thermal gradients, and pressure changes. This causes movement inside the melt pool.
Dynamic absorption
As the keyhole geometry changes, the beam path and internal reflections also change. So energy delivery becomes unstable.
These mechanisms feed each other. That is why spatter often appears in bursts instead of as a smooth, constant effect.
Why Spatter Matters for Buyers
In industrial applications, spatter is not only a visual issue. It affects yield and system reliability.
| Spatter Outcome | Production Risk |
|---|---|
| Ejected droplets around the seam | Contamination of nearby surfaces |
| Loss of molten metal from the joint | Reduced weld consistency |
| Unstable seam shape | Lower electrical and mechanical reliability |
| Deposits on protective glass or optics | More downtime and service cost |
This is especially important in battery tab welding, busbar joining, hairpin welding, and other copper-rich applications. In these applications, even a small amount of spatter can create quality risk.
Engineering Check
“Unstable keyhole behavior is a major source of spatter in infrared laser copper welding.”
When vapor recoil and melt pool oscillation become unstable, molten copper can be ejected from the weld zone.
“Spatter is caused only by excessive laser power.”
Power matters, but spatter is mainly linked to unstable energy coupling, vapor pressure, and melt pool dynamics.
Why Do Shorter Wavelength Lasers Reduce Copper Spatter?
Many engineers now use shorter wavelength sources because they improve copper absorption and process stability.
Shorter wavelength lasers reduce spatter because copper absorbs them more efficiently. This makes heating more predictable and reduces the sudden process jump seen with infrared welding.

Deep Explanation
Better Absorption Leads to Better Stability
The strongest reason is direct. Copper absorbs shorter wavelengths better than infrared wavelengths.
That changes the process from the beginning.
| Laser Type | Copper Absorption Trend77 | Typical Process Effect |
|---|---|---|
| Infrared fiber or similar IR source | Weak initial absorption | Hard start and unstable transition |
| Near-infrared diode source | Improved but still sensitive | Better control in some cases |
| Blue laser source | Strong absorption | More stable melt initiation and less spatter risk |
This does not mean every blue laser process is automatically perfect. It means the material-to-laser match is better.
Smoother Transition from Solid to Melt
With higher absorption, the process needs less forcing at the start. The laser does not need to fight as much reflection before the weld begins.
So the weld is less likely to jump from:
- no coupling
- to sudden overheating
- to violent vapor generation
That smoother start is one of the biggest advantages in copper joining.
Lower Dependence on Aggressive Power Density
Infrared copper welding often depends on high local power density to force absorption and penetration. That can make the process narrow and sensitive.
Shorter wavelengths widen the usable process window.
| Process Variable78 | Infrared on Copper | Shorter Wavelength on Copper |
|---|---|---|
| Start-up stability79 | Sensitive | Better |
| Need for aggressive peak power | Higher | Lower |
| Spatter risk | Higher | Lower |
| Process window robustness | Narrower | Wider |
Practical Meaning for Equipment Buyers
For professional buyers, the engineering value is clear:
- lower spatter means less contamination
- higher process stability means better yield
- smoother energy coupling means easier system tuning
- wider process window means better scalability in production
This is why blue and hybrid laser architectures are gaining attention in copper welding systems for e-mobility, electronics, and precision manufacturing.
Engineering Check
“Improving wavelength-to-material matching is one of the most effective ways to reduce copper welding spatter.”
When copper absorbs the beam more efficiently, the melt process becomes more predictable and less violent.
“Laser wavelength has little influence on copper welding behavior.”
Wavelength strongly affects copper absorption, process start, thermal stability, and final spatter performance.
Conclusion
Copper produces spatter with infrared lasers because initial absorption is weak and the transition into melting and keyhole behavior810 is unstable. Better wavelength matching11 improves stability and reduces spatter.
Understanding the causes of spatter in copper welding helps engineers choose better laser parameters and techniques to improve process stability and reduce defects. ↩
Copper reflects much of the infrared energy. ↩
Understanding weld pool instability helps in identifying the root causes of spatter and improving welding processes. ↩
Recoil force is a key factor in spatter generation, and understanding its impact can lead to better welding techniques. ↩
Keyhole welding introduces instability, which is directly linked to spatter, making this a critical area for further research. ↩
Rapid vapor generation. ↩
This keyword helps identify how various laser types affect copper absorption, which is crucial for understanding process stability and spatter reduction. ↩
Exploring this resource will help understand the impact of keyhole behavior on the stability and quality of laser-induced processes. ↩