Laser beam welding looks clean and high tech, but many engineers still worry about gas, joint strength, and thickness limits. This stops some teams from trying it.
Laser beam welding uses a focused laser to create deep, narrow welds with low distortion. You sometimes need shielding gas, and you can weld thin sheets to several millimeters of steel, if you choose the right setup.

Many industrial, medical, and research users now look at laser welding as a core process, not just a lab toy. In this article, I will walk through the key questions I often hear from global B2B customers and help you see when laser beam welding really fits your project.
What Is Laser Beam Welding and How Does It Work?
Laser beam welding1 sounds complex, so many people think it is only for big factories or labs. This is not true, but you do need to know the basics first.
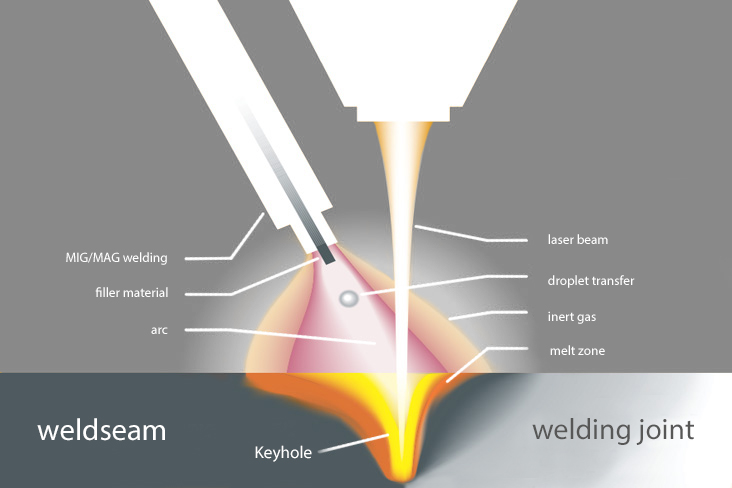
Laser beam welding1 is a fusion welding process. A high-energy laser2 focuses on a small spot on the workpiece. The metal melts and sometimes forms a keyhole, which gives deep, narrow welds with low distortion.
Core principle in simple terms
Laser beam welding3 uses optical energy4. A semiconductor or fiber laser generates a beam with a specific wavelength. Optics focus this beam onto the joint. Because the spot is very small and the energy density is very high, the metal heats and melts very fast.
A typical laser welding system has these parts:
- Laser source (for example, high-power semiconductor laser, fiber laser)
- Beam delivery and focusing optics
- Motion system or robot
- Control system and sometimes monitoring
- Optional shielding gas and clamping fixtures
At Vivlaser, we focus on the laser source itself. Our high-power semiconductor laser modules are often used as pump sources or direct welding sources inside complete industrial and medical systems. The better and more stable the source is, the easier it is for you to control weld quality5.
Here is a simple comparison between laser beam welding and traditional arc welding:
| Item | Laser Beam Welding | Arc Welding (MIG/TIG) |
|---|---|---|
| Heat input | Low, very concentrated | Higher, spread over larger area |
| Weld shape | Deep and narrow | Wider, shallower |
| Distortion | Very low | Medium to high |
| Speed | High | Medium |
| Automation | Very suitable | Possible, but more complex |
| Initial equipment cost | Higher | Lower |
Because the beam is easy to control with optics, you can combine laser welding with robots and vision systems. This gives you repeatable welds in mass production. The process is also clean, since there is no filler wire or spatter in many cases. This is why industries like electronics, medical devices, and precision machinery like it so much.
Do Laser Welders Need Shielding Gas for Clean and Strong Joints?
Many new users ask if they can save cost by welding without gas. They also worry that gas systems add complexity. This is a very common question in our daily emails.
Most laser welding applications3 use shielding gas6. Gas protects the molten pool from oxidation7, improves surface finish, and stabilizes the process. But in some special cases, you can weld without gas if material and environment allow.
Why shielding gas6 still matters
Shielding gas has three main roles in laser beam welding:
- It protects the hot metal from oxygen and nitrogen in the air.
- It helps control the plasma plume above the weld pool.
- It can improve bead shape8 and reduce porosity.
Common shielding gas6 include:
| Gas Type | Typical Use Case | Key Features |
|---|---|---|
| Argon | Stainless steel, titanium, nickel alloys | Inert, good protection, widely available |
| Helium | Deep penetration, high power lasers | Light, high ionization potential |
| Nitrogen | Some stainless steels | Lower cost, can improve bead in some SS |
For many stainless steels and high-value parts, gas is not optional. Without shielding, you see strong discoloration, oxidation7, and lower corrosion resistance. This is not acceptable for medical tools or food-grade equipment.
However, some applications can reduce or even skip shielding gas6. These cases include:
- Enclosed welding chambers with inert atmosphere
- Some low-alloy steels where surface appearance is not critical
- Very low-power micro welding in controlled environments
The choice depends on your material, your quality standard, and your cost model. When customers work with us on new laser systems, we usually suggest they keep gas in the process design. Later, they can run tests to see if gas flow can be reduced. A small gas flow is cheap compared with the cost of scrap or field failures.
What Is Laser Beam Welding Mainly Used for in Industry?
Many engineers still think laser welding is only for thin sheets. They also believe it is only for small, expensive parts. The reality in global factories looks very different today.
Laser beam welding now covers a wide range of industrial, medical, and research use cases. It is strong in high-precision and high-volume production9, where stable quality and low distortion matter more than the price of each machine.
Typical applications across industries
When we talk with customers from Europe, South Asia, Korea, Japan, and North America, we see several repeated patterns in how they use laser welding.
-
Automotive and e-mobility
- Battery tab welding10 (copper, aluminum, nickel)
- Motor and stator welding
- Gear components and transmission parts
- Exhaust and sensor housings
-
Electronics and precision devices
- Sensor housings and hermetic sealing
- Connector shells and micro metal parts
- Consumer electronics frames and brackets
-
Medical and aesthetic devices
- Surgical tools
- Implants and micro components
- Housings for medical laser handpieces and scanners
-
General industrial and processing
- Metal furniture structures
- Machine frames and precision fixtures
- Stainless steel pipelines and tanks
Here is a simple overview:
| Industry | Main Laser Welding Targets | Why Laser Helps |
|---|---|---|
| Automotive | Batteries, powertrain parts | High speed, low distortion, automation |
| Electronics | Thin housings, connectors | Clean, precise, small heat affected zones |
| Medical | Tools, implants, housings | Smooth welds, good biocompatibility11 |
| Industrial | Frames, pipes, sheet structures | Neat appearance, less rework and grinding |
Because our core products at Vivlaser are high-power semiconductor lasers and pump sources, many customers integrate them into their own welding heads or systems. They look for stable output12, accurate wavelength, and good beam quality, so their welding process stays consistent over long hours.
Laser welding is not only for “fancy” sectors. It is now a daily tool in many regular factories. Once a customer moves one product line to laser welding, they often move more lines later, because they see reduced rework and easier automation.
What Are the Main Disadvantages of Laser Beam Welding?
Laser welding looks perfect in brochures. The welds are clean, and the process looks almost magical. But every technology has trade-offs. If you ignore them, your project can fail.
Laser beam welding has several disadvantages. The most common ones are the initial investment in equipment, stricter joint fit-up requirements, and the need for proper safety control and process setup, even though many handheld systems are now very easy to use.

Key limitations you must consider
Let us break down the main disadvantages in a clear way.
- Initial equipment investment (price gap is smaller now)
In the past, laser welding systems were only for very high-end factories because the price was extremely high. Today, prices have dropped a lot, especially for handheld laser welders from Chinese manufacturers. Many SMEs can now afford a basic system.
However, a complete laser welding setup still includes the laser source, optics, handheld gun or welding head, control, and safety measures. So the upfront cost is still higher than a simple MIG or TIG machine. The real question is not “Is it expensive?” but “What is my cost per part over time?” If you run stable production, the faster speed, less rework, and lower polishing can pay back the extra cost.
Cheap low-end machines can look very attractive at first. But if the laser source is unstable or the thermal design is poor, you may lose money later in downtime and scrap. This is why many integrators prefer stable, high cost-performance laser modules from suppliers like Vivlaser, instead of only chasing the lowest price.
- Strict joint preparation and fit-up
Because the beam is narrow, the joint gap must be small and consistent. Poor fit-up leads to lack of fusion, porosity, or a weak weld. Many factories need better cutting, bending, and fixturing before they can use laser welding in a stable way.
This is both a limitation and a chance. When you improve upstream processes for laser welding, you often see quality improve for the whole line.
- Reflective materials can be challenging
Materials like copper and aluminum reflect much of the laser energy, especially at some wavelengths. This can reduce process stability and make setup more sensitive. High-power semiconductor lasers with proper wavelength selection and control can help, but the process window is still narrower than for some arc processes.
For battery, EV, and electronics applications, the choice of wavelength, beam quality, and power control is critical. This is why laser source design and integration matter so much.
- Process know-how and safety management
Modern handheld laser welders are very easy to operate. Many welders can start welding after short training, similar to using a traditional welding gun. The touchscreen interfaces are simple, and parameter presets help new users.
However, laser safety rules are still strict. Laser light can damage eyes and skin, and reflections from shiny parts can be dangerous. You must control access to the work area, manage fumes, and use proper protection. You also need process know-how for different materials, thicknesses, and welding speeds. So the trigger is simple, but the responsibility is not.
Here is a short table that sums up the drawbacks:
| Disadvantage | Practical Impact | How to Mitigate |
|---|---|---|
| Initial equipment investment | Higher upfront cost than basic arc welding | Focus on cost per part, automation, and utilization |
| Tight joint tolerance | More work in cutting and fixturing | Improve upstream processes and fixtures |
| Reflective materials | Narrower process window, more sensitive parameters | Choose right wavelength, power, and optics |
| Safety and process know-how | Need rules, PPE, and tested welding procedures | Clear safety design, training, and welding trials |
When we help customers choose laser sources or modules, we always talk about these points. For some projects, a hybrid approach is better. For example, you can use laser for thin precision joints and keep MIG/TIG for rough structures. Good planning lets you use each process where it is strongest, while modern handheld laser welding gives you a simple and flexible tool on the shop floor, at a price level that is now realistic for many factories.
How Thick Can a Laser Welder Weld Steel in Real Projects?
This question comes up in almost every technical call. Many people hear that lasers are “only for thin sheets.” Others hear bold claims about welding 20 mm steel in one pass. Both views are usually too simple.
A laser welder13 can weld from very thin foils up to several millimeters of steel in a single pass. With higher power and proper joint design, multi-pass welding14 of thicker sections is also possible, but may not always be economical.
Thickness limits and what really matters
The maximum steel thickness you can weld depends on several factors:
- Laser power and beam quality
- Welding speed
- Type of steel (carbon, stainless, alloy)
- Joint type (butt, lap, fillet)
- Use of filler wire or not
For common industrial fiber or diode laser welding, you often see these ranges:
| Steel Thickness | Typical Laser Welding Approach |
|---|---|
| 0.1 – 1.0 mm | Very fast, autogenous (no filler) |
| 1.0 – 4.0 mm | Single pass, high speed keyhole welding |
| 4.0 – 8.0 mm | Single pass with high power, slower speed |
| > 8.0 mm | Multi-pass, special joint prep, or hybrid |
In real projects, many factories use laser up to about 4–6 mm for standard production. Above that, they start to compare total cost and sometimes choose laser-arc hybrid welding15. In hybrid welding, the laser gives deep penetration and the arc fills the joint and widens the bead.
High-power semiconductor lasers, like the modules we supply, can act as pump sources for high-power fiber lasers. This combination gives strong, deep penetration capability with good beam quality. But the cost of very high power rises fast. So the “maximum thickness” question is not only about physics. It is also about cycle time, equipment budget, and the value of the final product.
A good way to think about it is this: laser welding is excellent for thin and medium-thick sections where you need speed, low distortion, and automation. For very thick sections, you must check carefully if laser, hybrid, or traditional processes give you the best balance.
When Should You Choose Laser Beam Welding?
Many teams feel stuck between tradition and innovation. They know MIG or TIG very well. They also see competitors moving to laser, but they fear risk and high cost.
You should choose laser beam welding when you need high repeatability, low distortion, and easy automation, especially for thin and medium-thick metals in high-volume or high-value products.
A simple decision view for engineers and buyers
When we talk with technical directors, purchasing managers, and product owners, we see that they share similar decision factors. These include product design, batch size, quality targets, and long-term strategy.
You can ask yourself a few key questions:
-
Do you need low distortion and nice appearance?
If your parts bend after welding or require heavy grinding and polishing, laser welding can save time and protect tolerances. -
Is your production volume stable or growing?
Laser systems shine when you run many identical parts. Automation spreads the initial cost over many units. -
Are your joints suitable for laser?
If you can control joint gaps and design welds for access by the laser head, then laser is a strong option. -
Do you need flexible, compact sources for integration?
High-power semiconductor lasers and multi-wavelength modules, like those from Vivlaser, make it easier to design compact machines or medical devices where space is limited.
Here is a simple decision table:
| Situation | Laser Beam Welding Fit? | Comment |
|---|---|---|
| High-volume thin stainless frames | Very good | Clean, fast, low distortion |
| Medium-volume precision medical housings | Very good | Smooth welds, stable quality |
| Low-volume heavy steel structures (over 20 mm) | Limited | Check hybrid or traditional welding |
| Mixed materials and thick welds with big gaps | Moderate | Need tests, maybe use filler or hybrid |
If your answers point toward high quality, automation, and medium thickness, then laser welding deserves serious evaluation. At that stage, the choice of laser source matters a lot. You need stable power, correct wavelength, and good thermal design to keep your system reliable in daily production. That is where partners like Vivlaser can support you with semiconductor lasers and integrated modules that match your application needs.
Conclusion
Laser beam welding is not magic, but it is a powerful tool when you understand gas use, thickness limits, and real-world pros and cons.
-
Explore the advantages of Laser beam welding to understand its applications in various industries. ↩ ↩
-
Learn about the mechanics of high-energy lasers and their role in efficient welding processes. ↩
-
Exploring various applications can help you identify the best practices and techniques for your projects. ↩ ↩
-
Gain insights into optical energy and its significance in the laser welding process. ↩
-
Discover the key factors influencing weld quality to enhance your welding techniques. ↩
-
Understanding shielding gas is crucial for achieving high-quality welds and preventing defects. ↩ ↩ ↩ ↩
-
Learn how oxidation impacts weld integrity and how to mitigate its effects for better results. ↩ ↩
-
Discover the key factors that affect bead shape to enhance the quality and aesthetics of your welds. ↩
-
Explore how high-precision and high-volume production can enhance efficiency and quality in laser welding applications. ↩
-
Learn about battery tab welding’s critical role in automotive manufacturing and its impact on electric vehicle technology. ↩
-
Discover the significance of biocompatibility in medical devices and how it affects patient safety and device performance. ↩
-
Understand the importance of stable output in laser welding for maintaining quality and consistency in production. ↩
-
Explore this link to understand the capabilities and limitations of laser welders in various applications. ↩
-
Learn about multi-pass welding techniques and their advantages for thicker materials in industrial settings. ↩
-
Find out how laser-arc hybrid welding combines the strengths of both methods for efficient and effective welding. ↩