Key Takeaways
Copper is hard to process because it reflects near-infrared light and removes heat very fast.
Shorter wavelengths improve copper absorption, but system efficiency depends on how the laser light is generated.
Blue diode lasers are usually more efficient at the system level because they generate blue light directly.
Green lasers offer strong beam quality and precision, but frequency doubling adds optical loss and system complexity.
Buyers should compare wall-plug efficiency, process stability, maintenance, and application fit, not wavelength alone.
Copper processing often fails when standard lasers waste energy on reflection and unstable heating. That creates scrap, low speed, and weak process control. Short-wavelength lasers solve this.
Blue lasers are generally more efficient than green lasers for copper processing at the system level because blue diode lasers1 create light directly, while green lasers usually rely on frequency conversion that adds losses2. But green lasers can still be the better choice for some precision tasks.

The real decision is not only which color laser looks better in a specification sheet. It is which technology turns electrical power into stable copper processing with the lowest total production cost.
Why Copper Is Difficult to Process with Traditional Lasers?
Traditional lasers often struggle on copper because the material reflects energy and spreads heat fast. That makes the process unstable and forces manufacturers to use more power.
Copper is difficult to process with traditional lasers because near-infrared wavelengths have poor initial absorption on copper surfaces3. High reflectivity and high thermal conductivity reduce energy coupling and make stable melting harder.

Deep Explanation
Copper reflects too much near-infrared energy
Copper is one of the most challenging industrial metals for laser processing. The main issue is not that copper cannot be heated. The issue is that copper does not absorb traditional near-infrared laser energy efficiently at the start of the process. Many conventional industrial lasers operate around the near-infrared range, and copper reflects a large portion of that energy, especially at room temperature.
This creates a practical problem for production lines. If the material reflects too much power, the laser must deliver higher energy density just to start melting the surface. That can reduce stability during process start and increase sensitivity to part condition, focus error, and surface contamination. In high-volume manufacturing, even small changes in these factors can cause large changes in weld quality or cut consistency.
Copper moves heat away very fast
Copper also has very high thermal conductivity. This means even after the surface begins to absorb energy, the heat flows away from the processing zone quickly. So the process must continuously overcome both reflection and heat loss. That is why copper usually needs tighter process control than steel or aluminum in many laser applications.
For equipment buyers, this matters because nominal laser power alone does not tell the full story. A laser with high nameplate power may still perform poorly if the wavelength is not well matched to copper absorption. In contrast, a lower-power short-wavelength system may produce better real results because more of the delivered energy is actually absorbed by the workpiece.
Traditional laser challenges in production
Common production issues with traditional lasers on copper include spatter, inconsistent penetration, shallow fusion4, and unstable melt pool behavior. In precision applications, the process can also suffer from poor edge quality or thermal damage to surrounding structures. These challenges increase process development time and make scale-up more difficult.
The table below shows the main reasons copper is difficult:
| Material property | Effect on traditional lasers |
| High reflectivity | Low initial absorption |
| High thermal conductivity | Fast heat loss from process zone |
| Surface condition sensitivity | More process variation |
| Narrow stable process window | Harder mass production control |
In real production, these properties mean manufacturers must think beyond raw wattage. They must also consider wavelength, beam control, thermal management, and process repeatability.
Engineering Check
“Copper is difficult for traditional lasers because it combines high reflectivity with high thermal conductivity.”
This is a correct engineering principle. Copper both rejects incoming energy and removes absorbed heat quickly.
“Copper processing problems can always be solved by increasing near-infrared laser power.”
More power can help, but it does not remove the basic absorption problem and may create more instability or thermal damage.
Why Shorter Laser Wavelengths Improve Copper Absorption?
Copper can waste too much energy when the wavelength is too long. That raises cost and reduces control. Shorter wavelengths improve coupling and make processing easier.
Shorter laser wavelengths improve copper absorption because copper interacts more effectively with blue and green light than with near-infrared light. Better absorption increases usable energy at the workpiece.
Deep Explanation
Wavelength changes absorption behavior
The most important reason shorter wavelengths help copper processing is optical absorption5. Copper does not absorb all wavelengths equally. In general, as the wavelength moves from near-infrared toward shorter visible wavelengths, copper absorption improves. This means a larger share of the incident laser energy goes into the material instead of being reflected away.
For industrial users, this is a major advantage. Better absorption reduces the energy barrier at the start of the process. That makes melt initiation easier and improves process stability. It also reduces the need to oversize the laser source just to overcome reflection losses.
Better absorption improves process control
When more of the laser energy is absorbed by the copper surface, the process window6 becomes easier to manage. The melt pool can form more predictably, and the system may achieve the same material result with lower total electrical consumption. This does not mean every shorter-wavelength laser is automatically better. It means the starting conditions are more favorable.
This is especially important in applications such as battery tab welding7, busbar joining, precision solder replacement, and micro-scale copper processing. In these applications, repeatability is often more valuable than raw peak power. A process that starts cleanly and remains stable is easier to qualify and easier to maintain in production.
Blue and green both benefit from this effect
Both blue and green lasers take advantage of improved copper absorption compared with traditional near-infrared systems. But they do not do it in the same way from an engineering perspective. The wavelength benefit is only one part of the total system design. How the wavelength is generated also affects cost, complexity, and efficiency.
A practical buyer should separate two questions:
| Question | Why it matters |
| Does the wavelength improve copper absorption? | Determines process coupling |
| How is that wavelength generated? | Determines system efficiency and complexity |
This distinction is critical. Green lasers often provide excellent absorption and beam quality, but many systems create green light indirectly. Blue diode lasers generate blue light directly, and that difference has major efficiency implications.
Engineering Check
“Shorter visible wavelengths usually improve copper absorption compared with near-infrared wavelengths.”
This is correct because copper couples more effectively with shorter wavelengths, which improves usable process energy.
“Wavelength has little effect on copper processing efficiency.”
This is false because wavelength directly influences absorption, which strongly affects process stability and energy use.
How Green Lasers Are Generated?
Green lasers8 are attractive for copper, but many buyers ignore how they are made. That can hide losses, cost, and maintenance issues inside the laser architecture.
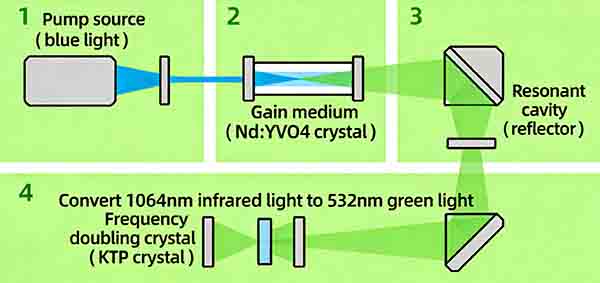
Industrial green lasers are usually generated by frequency doubling9 an infrared laser through nonlinear crystals. This converts the original wavelength to green, but the conversion process adds complexity and efficiency loss.
Deep Explanation
Frequency doubling is an indirect process
Most industrial green lasers are not green at the source. They begin with another laser wavelength, often in the infrared range, and then use a nonlinear optical crystal to convert the frequency. This is commonly called second harmonic generation10 or frequency doubling. The result is green output, but the path from electrical input to final green beam includes multiple stages.
Each stage has engineering consequences. The pump source must be stable. The resonator or amplifier must be well controlled. The nonlinear crystal must operate under suitable thermal and optical conditions. Optical alignment must also remain stable over time. All of this adds design complexity compared with direct-emission diode systems.
Conversion efficiency matters
The frequency-doubling stage does not convert all input energy into useful green light. Some power is lost during conversion, and additional optical losses appear through the rest of the system. That means the final wall-plug efficiency11 is usually lower than the efficiency of the original pump source. For high-duty industrial applications, this can raise power consumption and cooling demand.
This does not make green lasers a poor choice. Green lasers can deliver high beam quality, fine focus, and strong precision in many applications. They are often very effective in micro-processing and fine copper work where accuracy is more important than total system efficiency. But buyers should understand that green output is often the result of a more complex optical chain.
Trade-offs for industrial users
The engineering trade-off with green lasers is clear. They can offer good copper absorption and excellent precision, but they usually do so through a more elaborate architecture. This can affect initial cost, spare parts strategy, service requirements, and long-term ownership cost.
A simple comparison is shown below:
| Green laser characteristic | Industrial implication |
| Indirect wavelength generation | More optical stages |
| Nonlinear crystal conversion | Additional loss source |
| High beam quality potential | Good for fine processing |
| More complex design | Higher service sensitivity |
For professional buyers, the key question is whether the application values precision enough to justify the additional complexity. In some cases, the answer is yes. In others, especially where scale and efficiency matter, the answer may favor blue diode technology.
Engineering Check
“Most industrial green lasers are produced through frequency conversion rather than direct green emission.”
This is correct because many green systems use nonlinear crystals to convert infrared output into green light.
“Frequency-doubled green lasers generate green light with no meaningful efficiency penalty.”
This is false because conversion stages introduce loss and increase system complexity.
How Blue Diode Lasers Generate Light Directly?
Some copper processes12 need better efficiency, but indirect wavelength conversion wastes energy. Direct emission changes that equation and simplifies the optical path.
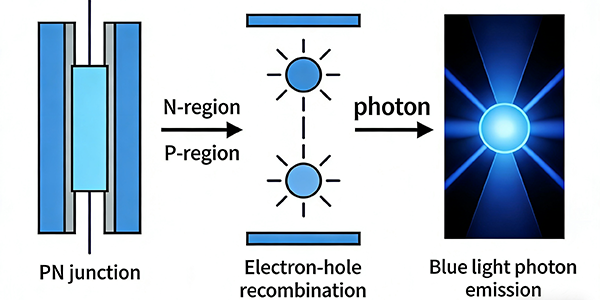
Blue diode lasers generate light directly from semiconductor structures. Because no frequency-doubling stage is required, the architecture is simpler and system efficiency is usually higher.
Deep Explanation
Direct emission from semiconductor devices
Blue diode lasers are based on semiconductor materials that emit blue light directly13 when electrically driven. This is a major architectural difference from frequency-doubled green systems. The laser does not need an intermediate infrared source and does not need a nonlinear crystal to shift the wavelength.
Direct generation reduces the number of energy conversion steps between the power supply and the workpiece. In engineering terms, fewer conversion stages usually mean fewer loss points, simpler packaging, and easier thermal design. This is one of the biggest reasons blue diode lasers are gaining attention in copper processing.
Simpler optical chain, better system efficiency
When the emitted wavelength is produced directly, the laser can avoid the efficiency penalties associated with harmonic conversion. The final wall-plug efficiency of the whole system is often better, especially in high-power industrial use cases. This is important for OEM buyers because energy efficiency affects cooling system size, electrical load, rack design, and long-term operating cost.
Direct-emission systems can also support compact packaging. For industrial integrators, this can reduce mechanical integration difficulty. It can also improve reliability because fewer sensitive optical stages must stay aligned over long operating periods.
Engineering value for OEM and volume production
Blue diode lasers fit well in applications that need high uptime, repeatable output, and strong cost control. Because the light is generated directly from the semiconductor device, the system can be designed with good electro-optical efficiency and robust thermal management. These are key strengths for production environments.
That does not mean blue diode systems automatically beat green in every metric. Beam shaping, brightness, and process target still matter. But from a system-efficiency view, direct blue generation is a strong advantage.
| Blue diode feature | Practical benefit |
| Direct wavelength generation | Fewer conversion losses |
| Semiconductor architecture | Compact system design |
| Fewer optical stages | Better reliability potential |
| High electro-optical efficiency | Lower operating cost |
For buyers comparing industrial laser platforms, this direct-emission advantage is often the starting point of the blue-versus-green decision.
Engineering Check
“Blue diode lasers can achieve higher system efficiency because they generate blue light directly without harmonic conversion.”
This is correct because direct emission removes an entire loss mechanism from the optical chain.
“Blue diode lasers rely on frequency-doubling crystals in the same way as green lasers.”
This is false because blue diode lasers emit their working wavelength directly from the semiconductor device.
Efficiency Comparison: Blue Laser vs Frequency-Doubled Green Laser?
Many buyers compare color but ignore conversion path. That leads to wrong cost models and weak purchasing decisions. System efficiency must be compared from the wall to the workpiece.
Blue lasers are usually more efficient than frequency-doubled green lasers because they avoid conversion losses. Green lasers can still perform well, but their indirect generation typically lowers overall efficiency.
Deep Explanation
Wall-plug efficiency is the real metric
In copper processing, the right efficiency metric is not only absorption at the material. It is wall-plug to workpiece efficiency. This includes electrical input, laser generation, wavelength conversion if present, beam delivery, and final absorption in copper. A technology may offer strong process performance but still consume more electrical energy because of internal losses.
Blue diode lasers usually perform well in this full-chain analysis because they combine two benefits. First, copper absorbs blue light effectively. Second, the system generates blue light directly. This means the technology benefits both at the material interface and inside the laser architecture.
Green lasers lose efficiency in conversion
Green lasers also benefit from improved copper absorption14, but many systems pay an efficiency penalty before the beam reaches the part. Frequency doubling requires an intermediate laser source and a nonlinear conversion stage, and neither step is loss-free. The final green beam may be excellent for the process, but the overall electrical efficiency is often lower than with direct blue emission.
This matters in high-volume manufacturing. Lower system efficiency means more waste heat, larger cooling requirements, and potentially higher operating cost. For equipment builders, it can also mean more demanding cabinet design and thermal control.
When green can still win
Efficiency is important, but it is not the only decision factor. In some applications, green lasers may offer beam properties that are attractive for very fine, precision-oriented processes. So a buyer should not reduce the decision to one number alone.
A balanced comparison looks like this:
| Comparison point | Blue diode laser | Frequency-doubled green laser |
| Wavelength generation | Direct | Indirect |
| Conversion losses | Lower | Higher |
| System complexity | Lower | Higher |
| Copper absorption benefit | Strong | Strong |
| Precision positioning value | Good | Often very strong |
The most efficient technology for general copper processing is often blue diode. The most suitable technology for a narrow precision task may still be green, depending on beam and process requirements.
Engineering Check
“Blue diode lasers usually have an efficiency advantage over frequency-doubled green lasers because they avoid harmonic conversion loss.”
This is correct at the system level, especially when comparing wall-plug efficiency in industrial use.
“Green lasers are always the more efficient choice for copper because green light is shorter than blue light.”
This is false because efficiency depends on both wavelength interaction and the architecture used to generate that wavelength.
Processing Performance on Copper Materials?
A laser can look efficient on paper but still fail on the line. Buyers need real copper performance, not only lab numbers or source specifications.
Blue and green lasers both improve copper processing versus traditional infrared systems. Blue often offers strong stability and efficiency, while green can be excellent for precise, fine-feature applications.
Deep Explanation
Stable coupling improves copper processing
In real copper processing, shorter wavelengths improve the start of the interaction. That usually leads to more stable melting, better energy use, and lower sensitivity to reflection. Both blue and green systems benefit from this effect, so both can outperform traditional near-infrared sources in many copper applications.
Blue lasers are often valued for stable copper coupling and efficient energy delivery. For welding and heating tasks, this can translate into better process consistency and reduced electrical demand. Green lasers, on the other hand, are often preferred where smaller features, high beam quality, or tight process precision are critical.
Application type changes the result
Processing performance must be matched to the task. For example, a high-throughput copper welding line may prioritize operating efficiency, uptime, and thermal control. In that case, blue diode technology may create a stronger business case15. A micro-processing task with extremely fine geometry may prioritize focus quality and edge precision. In that case, green may justify its complexity16.
The key is to define the process target clearly:
| Process target | Likely priority |
| High-throughput copper welding | Efficiency and stability |
| Fine micro-processing | Beam precision |
| Compact OEM integration | Simpler architecture |
| Low operating cost | Higher wall-plug efficiency |
Buyers should request sample validation
No serious buyer should select a copper-processing laser from wavelength alone. The correct approach is to review sample data on the actual copper material, thickness, feature size, and production speed. Process stability, defect level, maintenance expectation, and optical lifetime all matter.
For professional buyers, the best supplier is the one that can match wavelength advantage with practical engineering support. Stable output power, thermal control, compact integration, and customization support often determine whether the technology succeeds in production.
Engineering Check
“Processing performance on copper depends on both wavelength advantage and application-specific beam requirements.”
This is correct because good copper absorption alone does not define final weld quality or precision outcome.
“One short-wavelength laser platform is always best for every copper process.”
This is false because throughput, geometry, precision, and ownership cost vary by application.
Industrial Applications of Blue and Green Lasers?
Many teams choose technology before defining the job. That causes overdesign, poor return, and integration problems. Application fit should come before platform preference.
Blue and green lasers both serve copper processing, but blue is often favored for efficient industrial welding and heating, while green is often chosen for finer, precision-oriented copper work.
Deep Explanation
Where blue lasers fit best
Blue diode lasers are increasingly relevant in industrial copper applications that need efficient energy use and scalable production. Common examples include battery manufacturing, busbar welding, connector joining, motor component processing, and other copper-rich assemblies. In these markets, the combination of good copper absorption and direct-emission efficiency creates a strong value proposition.
Blue systems are also attractive for OEM and system integrator customers because compact laser modules, strong thermal management, and fast response17 from the supplier matter as much as the wavelength itself. When a manufacturer needs stable output power, practical customization, and repeatable delivery, blue diode platforms can align well with those priorities.
Where green lasers fit best
Green lasers are often used in tasks where finer feature control is important. This can include micro-welding, precision marking, electronics manufacturing, and research environments where beam quality and feature size matter more than raw electrical efficiency. In those cases, buyers may accept a more complex architecture if the process result is superior.
Industrial decision logic
The most useful buying framework is simple:
| Application need | More likely fit |
| High efficiency copper welding | Blue |
| Compact industrial integration | Blue |
| Fine-feature copper micro-processing | Green |
| Precision-focused lab or specialty work | Green |
This is not an absolute rule, but it is a practical starting point. The final choice should always be confirmed with process samples and system-level cost analysis.
Engineering Check
“Industrial laser selection for copper should be based on application fit, not wavelength preference alone.”
This is correct because production needs vary across welding, micro-processing, integration, and cost targets.
“Blue and green lasers serve exactly the same industrial role with no practical differences.”
This is false because their architectures, efficiency, and typical strengths differ in meaningful ways.
Future Trends in Short-Wavelength Industrial Lasers?
Copper demand is growing, but old laser architectures limit efficiency and scale. Manufacturers need better wavelength control and better economics at the same time.
Future short-wavelength laser development will likely focus on higher power, better beam shaping, better reliability, and wider industrial adoption, with blue diode technology18 gaining strong momentum.
Deep Explanation
The market is moving toward practical efficiency
As copper use expands in batteries, electrification, power electronics, and precision manufacturing, short-wavelength industrial lasers will become more important. The trend is not only about achieving copper absorption19. It is about doing so with scalable efficiency, compact integration, and strong reliability.
This is where blue diode technology has momentum. Direct-emission architectures are well aligned with industrial demand for lower operating cost and simpler system design. As power levels rise and beam control improves, blue lasers are likely to move deeper into mainstream copper welding and joining applications.
Beam shaping and system integration will matter more
Future competition will not depend on wavelength alone. It will depend on how well suppliers package wavelength, beam quality, thermal design, control electronics, and customization into a complete industrial solution. Buyers will increasingly expect laser modules that are easier to integrate, easier to cool, and easier to qualify in automated production.
This favors suppliers that can provide stable output power, accurate wavelength control, compact size, and long lifetime. In B2B markets, fast lead time and customization support will also become stronger differentiators because OEM customers need partners, not only components.
Green lasers will remain important
Green laser technology will not disappear. It will remain valuable in applications that prioritize precision and fine optical performance. But in broader industrial copper processing, the efficiency and simplicity advantage of direct blue emission is likely to increase its market share over time.
A future-oriented buyer should track these four trends:
| Trend | Likely impact |
| Higher-power blue diode systems | More copper welding adoption |
| Better beam shaping | Wider process window |
| Stronger thermal packaging | Higher reliability |
| System-level optimization | Lower total ownership cost |
The long-term direction is clear: short-wavelength industrial lasers will keep growing, and the most successful platforms will combine absorption advantage with manufacturable efficiency.
Engineering Check
“Future short-wavelength laser competition will be driven by complete system performance, not by wavelength alone.”
This is correct because buyers evaluate efficiency, integration, reliability, and support together.
“The future of copper processing depends only on increasing laser power.”
This is false because beam control, thermal design, wavelength strategy, and integration all shape industrial success.
My Insight
In my view, blue diode lasers are not only a new option for copper processing. They are becoming the more practical industrial route. The reason is simple: blue light improves copper absorption, and direct diode generation avoids the extra losses of frequency-doubled systems. For OEM buyers and system integrators, that means better efficiency, simpler integration, and stronger long-term value. If your team is comparing copper processing solutions, our blue laser page is a good place to explore how Vivlaser’s high-power blue laser systems support real industrial applications.
- Blue diode lasers offer superior system-level efficiency for copper processing by generating light directly, reducing energy waste and improving production economics. ↩︎
- Understanding frequency conversion losses helps explain why green lasers may have lower system efficiency despite their precision advantages for certain applications. ↩︎
- Understanding the physics behind copper’s reflectivity helps engineers select the right laser technology for their specific manufacturing needs. ↩︎
- Identify common production defects and learn practical solutions to improve weld quality and manufacturing consistency. ↩︎
- Understanding optical absorption is crucial for optimizing laser processing parameters and achieving better energy efficiency in industrial applications. ↩︎
- A stable process window ensures consistent quality and repeatability in production environments, making it essential for industrial applications. ↩︎
- Battery tab welding is critical for electric vehicle safety and performance, and proper techniques ensure reliable connections and long-term durability. ↩︎
- Explore detailed technical explanations of green laser generation methods and their practical uses in industrial settings like copper processing and micro-machining. ↩︎
- Understanding frequency doubling reveals the core physics behind green laser generation and helps evaluate system efficiency trade-offs. ↩︎
- Discover real-world constraints of SHG technology that affect laser performance, maintenance schedules, and operational costs. ↩︎
- Explore how efficiency metrics translate directly to electricity consumption, cooling requirements, and total cost of ownership. ↩︎
- Discover how blue diode lasers are revolutionizing copper processing with higher efficiency and simpler optical paths compared to traditional methods. ↩︎
- Explore the specific semiconductor technologies that make direct blue light emission possible and their advantages over indirect methods. ↩︎
- Learn about the material science behind laser-material interaction to optimize your copper processing applications and improve results. ↩︎
- This query helps identify real-world ROI data and operational efficiency metrics that justify capital investment in blue laser systems for production environments. ↩︎
- Exploring this reveals technical trade-offs between system complexity and precision requirements, helping you determine if green lasers are worth the investment for fine-feature applications. ↩︎
- Understand the practical integration benefits that drive adoption in industrial automation and manufacturing systems. ↩︎
- Learn about the efficiency advantages and cost benefits of blue diode lasers that are transforming copper processing and welding industries. ↩︎
- Understanding copper absorption helps you select the right laser wavelength for efficient material processing and better energy utilization in manufacturing. ↩︎