Copper spatter mainly comes from unstable laser absorption and keyhole instability during welding. Increasing copper energy absorption is the most effective way to reduce spatter. Stable melt pool control is critical for preventing molten metal ejection. Beam oscillation and power modulation significantly improve welding stability. Process optimization is usually more effective than simply increasing laser power.
Copper is widely used in EV batteries11, power electronics, and electrical connectors. However, laser welding copper22 often produces severe spatter. This contamination reduces weld quality and increases production costs.
Spatter in copper laser welding can be reduced by improving laser energy absorption, stabilizing melt pool behavior, and optimizing beam control techniques such as power modulation and beam oscillation.
For engineers and equipment integrators, understanding the physical causes of spatter is the key to building a stable and scalable copper welding process.
Why Does Increasing Copper Absorption Reduce Spatter?
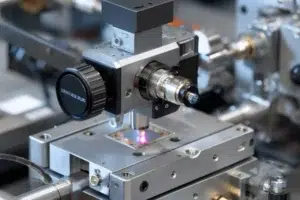
Copper reflects a large portion of infrared laser energy, especially when the surface is still cold. This weak energy coupling creates unstable heating and increases the risk of spatter.
Improving copper absorption allows the laser energy to enter the material more smoothly. This stabilizes melt pool formation and reduces sudden vapor pressure spikes.

Deep Explanation
Copper Reflectivity in Laser Welding
Copper has one of the highest reflectivities among industrial metals. At common infrared wavelengths used in fiber lasers, only a small portion of the beam energy is absorbed during the initial welding stage.
This means the laser must first overcome reflection before the material begins to melt.
Once melting begins, absorption increases significantly. However, this transition can occur very quickly. When absorption rises suddenly, heating becomes unstable and the melt pool can violently eject molten metal.
This is one of the primary causes of spatter.
Engineering Methods to Improve Absorption
Several engineering approaches can increase copper absorption and improve process stability.
| Method | Physical Mechanism | Spatter Reduction Potential |
|---|---|---|
| Shorter wavelength lasers33 | Higher material absorption | High |
| Surface texturing44 | Improves energy coupling | Medium |
| Preheating copper55 | Reduces reflectivity | Medium |
| Surface oxidation66 | May increase absorption | Process dependent |
Among these methods, laser wavelength selection usually has the largest impact.
Shorter wavelengths couple more efficiently with copper surfaces. This reduces the unstable transition between reflection and absorption during welding.
Stable Energy Coupling
When energy enters the copper more consistently, the heating process becomes gradual instead of explosive.
This leads to:
- smoother melt pool formation
- reduced vapor pressure spikes
- fewer molten droplets ejected from the weld zone
For industrial manufacturing, improved absorption directly translates to higher weld stability and better production yield.
Engineering Check
“Improving copper absorption can stabilize the laser welding process and reduce spatter.”
Better absorption improves energy coupling between the laser and copper, reducing sudden thermal spikes.
“Copper spatter can be eliminated simply by increasing laser power.”
Higher power can actually increase vapor pressure and worsen spatter if melt pool stability is not controlled.
How Does Melt Pool Stability Affect Spatter Formation?
Even when absorption improves, spatter can still occur if the melt pool becomes unstable during welding.
A stable melt pool prevents excessive vapor pressure and reduces molten metal ejection.
Deep Explanation
Melt Pool Dynamics in Copper Welding
During laser welding, the copper beneath the laser beam melts and forms a liquid pool. Inside this pool, several forces interact simultaneously.
These forces include:
- surface tension77
- vapor recoil pressure88
- thermal gradients
- fluid flow
If these forces become unbalanced, the melt pool begins to oscillate. Large oscillations can eject molten metal droplets from the weld zone.
These droplets appear as spatter.
Keyhole Formation and Instability
At high power densities, laser welding can enter keyhole mode. In this mode, metal vapor forms a cavity that allows deeper laser penetration.
However, keyholes can become unstable.
| Welding Mode | Process Behavior | Spatter Risk |
|---|---|---|
| Conduction mode | Shallow melting and smooth heat flow | Low |
| Stable keyhole | Deep penetration with controlled vapor flow | Moderate |
| Unstable keyhole | Oscillating cavity and strong vapor pressure | High |
Copper welding often transitions rapidly between these conditions because its absorption changes during heating.
Engineering Strategies for Melt Pool Control
Several process strategies help stabilize the melt pool.
Optimized welding speed
Proper scanning speed prevents excessive energy accumulation.
Power ramping
Gradually increasing laser power reduces the sudden transition from reflection to melting.
Controlled shielding gas
Shielding gas9 9can remove metal vapor and stabilize the weld pool surface.
Together, these parameters reduce melt pool oscillation and significantly lower spatter formation.
Engineering Check
“A stable melt pool significantly reduces spatter during laser welding.”
Balanced thermal flow and controlled vapor pressure prevent molten metal from being expelled from the weld zone.
“Spatter only occurs when the weld pool becomes too large.”
Spatter is primarily caused by melt pool instability and vapor pressure rather than pool size alone.
How Can Beam Control Reduce Spatter in Copper Laser Welding?
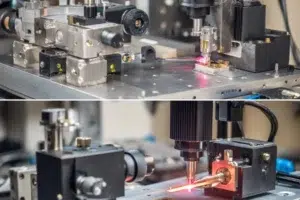
Modern laser welding systems increasingly use beam control techniques to stabilize copper welding.
Beam shaping and oscillation distribute laser energy more evenly and reduce local overheating.
Deep Explanation
Why Energy Distribution Matters
Traditional laser welding often focuses very high power density into a small spot. While this increases penetration, it also creates strong thermal gradients.
Large temperature gradients can destabilize the melt pool and increase spatter.
Beam control techniques distribute energy more uniformly across the weld area.
| Beam Strategy | Process Effect |
|---|---|
| Beam oscillation | Stabilizes melt pool flow |
| Top-hat beam shaping | Uniform heat distribution |
| Multi-spot beam | Lower local power density |
| Power modulation1010 | Controlled melt initiation |
These techniques reduce sudden vapor bursts that cause spatter.
Beam Oscillation in Copper Welding
Beam oscillation1111 is one of the most widely used methods for stabilizing copper welding.
Instead of moving the laser in a straight line, the beam follows a small circular or oscillating pattern.
This spreads the heat across a slightly larger area and stabilizes fluid flow within the melt pool.
Benefits include:
- reduced peak temperature
- smoother melt pool behavior
- lower vapor pressure spikes
- improved weld consistency
Industrial Applications
Beam control techniques are widely used in high-precision manufacturing applications, including:
- EV battery tab welding
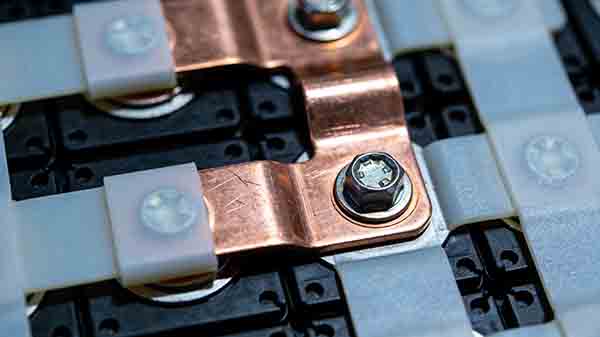
- copper busbar joining
- motor hairpin welding
- electronic connector production
In these environments, reducing spatter improves both weld quality and equipment reliability.
Engineering Check
“Beam oscillation can reduce spatter by stabilizing melt pool dynamics.”
Oscillation spreads laser energy across the weld area and reduces localized overheating.
“Laser beams should always be focused as tightly as possible during copper welding.”
Excessive power density can destabilize the weld pool and increase spatter formation.
My insight
In real copper welding production, spatter is rarely solved by increasing laser power. The real issue is unstable energy coupling during the first milliseconds of laser interaction with copper. Because copper initially reflects most infrared laser energy, once melting begins the absorption suddenly rises, often causing a rapid thermal spike that destabilizes the keyhole and ejects molten metal.
Experienced welding engineers therefore focus on controlling energy input rather than maximizing it. Practical methods include power ramp-up at weld start, beam oscillation to stabilize melt pool flow, and optimized spot profiles to avoid extreme power density.
Another emerging solution is shorter-wavelength lasers such as blue lasers, which couple more efficiently with copper and reduce the unstable reflection-to-absorption transition.
From an industrial perspective, the most stable copper welding processes rely on process control and beam engineering, not simply higher laser power.
EV batteries rely on high-quality copper welding, and spatter reduction is crucial for their performance and reliability. ↩
This link will provide insights into advanced methods for minimizing spatter during copper laser welding, which is crucial for improving weld quality and reducing costs. ↩
Shorter wavelength lasers. ↩
Surface texturing enhances energy coupling, which can lead to more stable welding and reduced spatter. ↩
Preheating copper reduces its reflectivity, allowing for more consistent energy absorption and minimizing spatter. ↩
Surface oxidation may increase copper absorption, but its effectiveness depends on the specific welding process. ↩
Understanding surface tension's impact on melt pool stability is crucial for minimizing spatter in copper welding, as it directly influences the balance of forces within the weld zone. ↩
Understanding vapor recoil pressure is crucial for controlling melt pool stability and minimizing spatter in laser welding, especially with materials like copper. ↩
Shielding gas is a key engineering strategy for controlling the melt pool and reducing spatter, making it a relevant keyword for detailed exploration. ↩
Power modulation helps control the melt initiation process, leading to a more stable welding environment. ↩
Beam oscillation distributes energy more evenly, reducing localized overheating and spatter formation. ↩