Key Takeaways
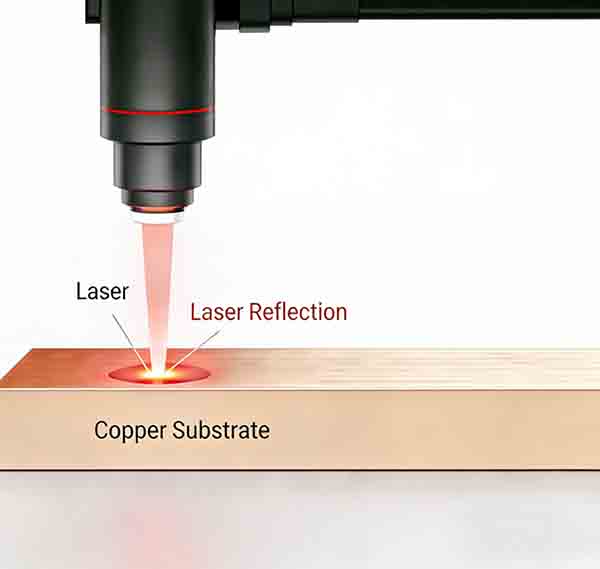
Copper reflects most infrared laser energy, which makes initial laser absorption unstable.
High thermal conductivity quickly removes heat from the weld zone, requiring high power density.
Common defects include spatter, porosity, and inconsistent penetration.
Shorter wavelengths such as blue diode lasers significantly improve copper absorption.
Stable copper welding depends on correct wavelength, beam quality, and thermal management.
Copper is widely used in EV batteries and power electronics. But manufacturers often struggle to weld it reliably. High reflectivity and thermal conductivity cause unstable melt pools and welding defects.
Copper is difficult to laser weld because it reflects infrared light and rapidly dissipates heat. Stable welding requires high power density, optimized parameters, and often shorter wavelengths such as blue diode lasers.1
Many battery and motor manufacturers face copper welding challenges2. Understanding the physical limitations of copper helps engineers select the right laser source and process strategy.
Why Is Copper Difficult to Weld With Lasers?
Copper components are critical in electrical systems. But engineers often find that standard laser welding processes produce unstable welds. Energy coupling between the laser and copper 3becomes difficult.
Copper is difficult to weld because it reflects most infrared laser energy and conducts heat extremely fast. These two properties reduce melt pool stability and increase the power required to initiate welding.

Deep Explanation
High Reflectivity of Copper
Copper has one of the highest reflectivity levels among industrial metals. At typical fiber laser wavelengths such as 1064 nm, copper can reflect more than 90% of incoming laser energy.
This creates a major challenge during the initial stage of welding. The laser energy does not immediately couple with the material. Instead, most of the energy is reflected away from the surface.
Because of this behavior, the laser must deliver enough power density to overcome the reflection barrier and initiate melting.
| Material | Infrared Reflectivity | Thermal Conductivity |
| Copper | 90–95% | ~400 W/m·K |
| Aluminum | 85–90% | ~235 W/m·K |
| Steel | 60–70% | ~50 W/m·K |
This table explains why copper welding is significantly harder than steel welding.
Extremely High Thermal Conductivity
Copper also has extremely high thermal conductivity. Once laser energy begins to heat the surface, the heat spreads rapidly into the surrounding material.
This rapid heat dissipation creates two engineering problems:
- The melt pool forms slowly.
- The heat quickly leaves the welding zone.
To compensate, engineers must use higher power density or slower welding speeds.
Absorption Changes During Heating
Copper absorption is not constant during welding. As the surface temperature increases, the optical properties change.
When copper begins to melt:
- reflectivity decreases
- absorption increases
- energy coupling improves
This sudden transition can cause unstable melt pool formation.
In practice, engineers often observe delayed melting followed by rapid penetration. This instability can generate spatter or keyhole collapse.
Wavelength Matters
Laser wavelength strongly influences copper absorption.
| Laser Type | Wavelength | Copper Absorption |
| Fiber Laser4 | ~1064 nm | Low |
| Diode Laser5 | ~900–980 nm | Moderate |
| Blue Laser 6 | ~450 nm | High |
Blue diode lasers provide much higher absorption. This improves process stability and reduces the required power.
Many modern battery welding systems therefore combine blue lasers with infrared lasers to balance efficiency and penetration.
Engineering Check
“Copper reflects most infrared laser energy, which reduces initial laser absorption.”
Copper can reflect more than 90% of infrared laser energy at wavelengths near 1064 nm, making energy coupling difficult during the start of welding.
“Copper is easy to laser weld because its melting temperature is relatively low.”
Although copper melts at about 1085°C, its high reflectivity and thermal conductivity make it much harder to weld than many higher-melting metals.
What Causes Spatter During Copper Laser Welding?
Spatter is one of the most common problems in copper laser welding. It contaminates optics, reduces weld quality, and creates unstable production processes.
Spatter occurs when rapid vaporization7 and unstable keyhole8 behavior eject molten copper from the weld pool.
Deep Explanation
Rapid Energy Coupling Transition
During copper welding, the interaction between laser energy and material changes rapidly.
The process typically follows several stages:
1. Laser energy hits a highly reflective surface
2. Absorption remains low
3. Surface temperature slowly rises
4. Melting begins
5. Absorption increases rapidly
This sudden increase in energy absorption causes rapid heating and vaporization.
When this happens too quickly, molten metal can be ejected from the weld pool.
Keyhole Instability
At high power density, the laser can create a keyhole.
A keyhole is a narrow vapor cavity inside the molten metal that allows the laser beam to penetrate deeper into the material.
However, copper keyholes can be unstable because:
- heat dissipates rapidly
- absorption changes dynamically
- vapor pressure fluctuates
If the keyhole collapses suddenly, molten metal is expelled from the weld zone.
This leads to spatter.
Vapor Pressure Effects
As copper temperature rises, vapor pressure increases rapidly.
When vapor pressure exceeds surface tension forces in the molten pool, droplets of liquid metal are expelled.
Spatter can cause several problems:
- weld defects
- -optical contamination
- equipment maintenance issues
Influence of Process Parameters
Laser parameters strongly influence spatter formation9.
| Parameter | Too Low | Optimal | Too High |
| Laser power | incomplete fusion | stable weld | spatter |
| Welding speed | overheating | stable melt pool | poor penetration |
| Spot size | insufficient energy | balanced melt pool | excessive vaporization |
Optimizing these parameters helps maintain a stable melt pool and reduce spatter.
Engineering Check
“Unstable keyhole behavior is a major cause of spatter in copper laser welding.”
Fluctuating vapor pressure and rapid absorption changes can destabilize the keyhole and eject molten metal from the weld pool.
“Increasing laser power always eliminates spatter during copper welding.”
Excessive laser power can increase vapor pressure and actually worsen spatter problems.
How Does Laser Wavelength Improve Copper Welding?
Manufacturers increasingly adopt different laser wavelengths to solve copper welding challenges. Wavelength selection directly affects energy absorption and process stability.
Shorter laser wavelengths significantly improve copper absorption and reduce welding instability.
Deep Explanation
Why Wavelength Matters
Copper absorbs shorter wavelengths more effectively.
At blue wavelengths around 450 nm, copper absorption is several times higher than at infrared wavelengths.
This means the laser energy couples into the material much faster.
Higher absorption leads to:
- faster melting
- reduced reflection
- improved process stability
Blue Diode Laser Technology
Blue diode lasers are gaining popularity in industries such as:
- EV battery manufacturing
- motor hairpin welding
- busbar welding
These systems provide better control when welding highly reflective metals.
High-power semiconductor laser modules can now deliver hundreds of watts of blue laser power in compact systems.
This technology improves efficiency and reduces welding defects.
Hybrid Laser Systems
Some advanced systems combine multiple wavelengths.
For example:
- blue laser for initial absorption
- infrared laser for penetration
This hybrid approach improves both weld depth and stability.
Practical Engineering Impact
When selecting a laser source for copper welding, engineers should evaluate:
- wavelength
- beam quality
- power stability
- thermal management
High-power semiconductor laser systems provide several advantages:
| Advantage | Benefit |
| High electro-optical efficiency | Lower operating cost |
| Stable output power | Consistent weld quality |
| Compact design | Easier system integration |
| Customizable wavelengths | Optimized material interaction |
These characteristics are especially important for industrial integrators and battery equipment manufacturers.
Engineering Check
“Blue lasers improve copper welding efficiency because copper absorbs shorter wavelengths more effectively.”
Copper absorption at 450 nm is significantly higher than at infrared wavelengths, which improves energy coupling and process stability.
“The wavelength of a laser has little effect on copper welding performance.”
Wavelength strongly affects copper absorption and therefore plays a major role in welding efficiency and stability.
How Can Engineers Achieve Stable Copper Laser Welding?
Manufacturers need reliable welding for EV batteries, motors, and power electronics. However, copper welding defects remain a common production challenge.
Stable copper welding requires optimized laser sources, correct process parameters, and good thermal management.
Deep Explanation
Select a Suitable Laser Source
Choosing the correct laser source is critical.
Modern industrial systems often use:
- high-power diode lasers
- blue diode lasers
- hybrid laser systems
High-power semiconductor lasers provide stable output and customizable wavelengths, which helps optimize copper processing.
Optimize Beam Quality
Beam quality 10determines how tightly the laser energy can be focused.
A smaller focused spot increases power density, which is important for initiating copper melting.
Typical copper welding targets include:
| Parameter | Typical Range |
| Spot diameter | 50–200 µm |
| Power density | >10⁶ W/cm² |
| Welding speed | 1–10 m/min |
Engineers must adjust these parameters based on material thickness and joint design.
Use Beam Oscillation
Beam oscillation helps distribute energy more evenly across the weld zone.
Common oscillation patterns include:
- circular oscillation
- figure-eight oscillation
- linear oscillation
These techniques stabilize the melt pool and reduce keyhole collapse.
Improve Thermal Management
Thermal management 11plays a critical role in semiconductor laser performance.
High-power diode lasers convert a significant portion of electrical energy into heat. Effective cooling ensures stable output power and long device lifetime.
Reliable thermal design helps maintain consistent laser performance in demanding industrial environments.
Engineering Check
“Optimizing wavelength, beam quality, and process parameters is essential for stable copper laser welding.”
Copper welding stability depends on multiple factors including laser wavelength, power density, beam control, and thermal management.
“Copper welding quality depends only on laser power.”
Laser wavelength, beam profile, thermal control, and process parameters all influence welding performance.
Conclusion
Copper is difficult to laser weld because of its high reflectivity and thermal conductivity. Engineers can achieve stable welding by selecting the right wavelength, optimizing power density, and improving thermal management.
- This keyword highlights a key solution to copper welding challenges, offering improved absorption and stability in the weld process. ↩︎
- This link will provide insights into the difficulties of copper welding in EV batteries and help engineers find effective solutions. ↩︎
- This keyword highlights a key issue in laser welding of copper, which is crucial for understanding the technical difficulties involved. ↩︎
- This resource provides detailed information on Fiber Lasers, including their wavelength and copper absorption properties, which are essential for understanding their performance and use cases. ↩︎
- Diode lasers are widely used for their moderate copper absorption and versatile wavelength range, making them suitable for various industrial and scientific applications. ↩︎
- Blue lasers offer high absorption in copper, making them ideal for precision applications where efficiency and accuracy are key. ↩︎
- Understanding the impact of rapid vaporization can help in optimizing welding parameters to reduce spatter and improve weld quality. ↩︎
- Understanding the causes of unstable keyhole behavior is crucial for minimizing spatter and improving weld quality in copper laser welding processes. ↩︎
- Understanding the optimal laser parameters is crucial for achieving stable welds and reducing spatter, which can significantly impact weld quality and production efficiency. ↩︎
- Optimizing beam quality is essential for achieving precise and stable copper welding, as it directly impacts the power density and melting process. ↩︎
- Effective thermal management ensures consistent laser performance and prolongs equipment lifespan, which is crucial for reliable copper welding in industrial settings. ↩︎